
Les surfaces en acier sont fréquemment nettoyées par impact abrasif ou par des outils électriques avant l'application de revêtements protecteurs. Le profil de la surface qui en résulte doit être évalué avec précision pour garantir la conformité aux spécifications du travail ou du contrat.
Mais la hauteur de profil seule (le paramètre le plus couramment mesuré) est-elle un bon indicateur de la performance du revêtement à long terme ?
Cet article rend compte de tests récents qui ont comparé de nombreux profils avec l'adhérence à l'arrachement. Un dispositif de terrain simple et peu coûteux a été utilisé pour obtenir trois paramètres de profil à partir d'une mesure de bande de réplique : la hauteur du profil, la densité maximale et la surface développée. Les surfaces d'essai ont été remesurées à l'aide de microscopes 3D complexes et coûteux et les résultats ont été comparés à ceux de la bande de réplique.
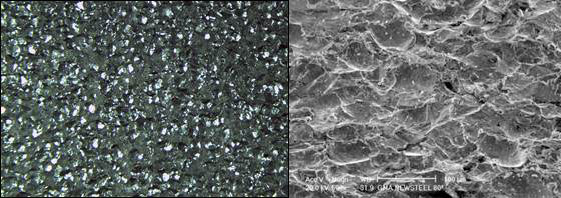
Le nettoyage au jet abrasif et à l'aide d'outils électriques des surfaces en acier permet d'éliminer les revêtements antérieurs, la calamine, la rouille et les contaminants. Il rend également la surface rugueuse pour améliorer l'adhérence du revêtement. Le profil de la surface qui en résulte, ou motif d'ancrage, est constitué d'un ensemble complexe de pics et de creux qui doivent être évalués avec précision pour garantir la conformité aux spécifications du travail ou du contrat et assurer la réussite du projet de revêtement (figure 1).
Il est généralement admis que la nature de ces surfaces permet de prédire la performance du revêtement à long terme. Les caractéristiques d'une surface grenaillée comprennent la hauteur du pic, la densité du pic, la surface développée, l'angularité, la netteté et la forme. Seule la hauteur de pic (H) est couramment mesurée aujourd'hui. Si cette hauteur est insuffisante, la peinture n'adhérera pas. Si elle est trop importante, il faut plus de peinture pour remplir les "vallées" et les pics élevés peuvent dépasser de la peinture et devenir des foyers de corrosion.
Les premières méthodes de caractérisation consistaient à placer des étalons visuels sur la surface grenaillée à des fins de comparaison. Bien qu'encore utilisée aujourd'hui, cette solution qualitative a été largement supplantée par des appareils de mesure quantitative dont le prix et la complexité varient selon qu'ils sont destinés à être utilisés sur le terrain ou en laboratoire. Les méthodes actuelles les plus populaires sur le terrain consistent à mesurer la hauteur moyenne du profil de crête à vallée à l'aide de micromètres de profondeur et/ou de rubans de réplique.
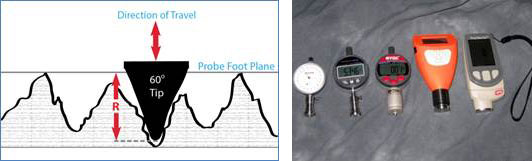
Un instrument de profil de surface de type micromètre de profondeur comporte une base plate qui repose sur la surface et une sonde à ressort qui tombe dans les vallées du profil de surface. La base plate repose sur les pics les plus élevés et chaque mesure est donc la distance entre les pics locaux les plus élevés et la vallée particulière dans laquelle la pointe s'est projetée. Généralement destinés aux surfaces planes, ces appareils ont l'avantage de mesurer des hauteurs de profil importantes qui dépassent la portée de la plupart des autres instruments (Fig.2).
Le ruban de réplique, qui fait l'objet de cet article, est connu depuis longtemps pour caractériser les surfaces. Il est simple, relativement peu coûteux et particulièrement utile sur les surfaces courbes. Son fonctionnement est décrit dans un certain nombre de normes internationales, notamment ASTM1 D44172, ISO 8503-53, NACE RP02874 et AS 3894.55.
Le ruban réplique est constitué d'une couche de mousse compressible fixée à un substrat en polyester incompressible d'une épaisseur très uniforme de 2 mils +0,2 mils6 (50,8 microns + 5 microns). Lorsqu'elle est pressée contre une surface d'acier rugueuse, la mousse s'affaisse et forme une empreinte de la surface. En plaçant le ruban comprimé entre les enclumes d'une jauge d'épaisseur micrométrique et en soustrayant la contribution du substrat incompressible, 2 mils ou 50,8 microns, on obtient une mesure de la hauteur du profil de la surface (Fig.3).

En 1974, Keane et al.7 ont écrit qu'une surface préparée pour la peinture par nettoyage au jet ne pouvait pas être complètement décrite par la seule mesure de la distance entre les pics et les vallées (H). Leur article confirmait l'expérience sur le terrain qui suggérait qu'il existait un autre paramètre important en plus de H, à savoir le nombre de pics par unité de longueur (Peak Count - Pc) ou de pics par unité de surface (Peak Density - Pd). Outre l'augmentation de la surface de collage, l'article explique que l'augmentation du nombre de pics dans une zone définie accroît l'angularité de cette zone. Le revêtement est ainsi soumis à une contrainte d'adhérence par cisaillement plutôt qu'à une contrainte de tension (arrachement). Cela augmente la force d'adhérence du revêtement appliqué, car les valeurs de cisaillement sont toujours plus élevées que les valeurs de traction. Bien entendu, le revêtement appliqué doit mouiller 100 % de la surface.
La figure 4 est un exemple simplifié qui montre pourquoi la hauteur de pic ET la densité de pic sont toutes deux importantes pour comprendre les performances d'un revêtement. Les deux surfaces ont des géométries différentes mais leurs mesures de hauteur sont les mêmes. Pour obtenir une image plus claire de la surface disponible pour le collage, les mesures de densité de pic doivent également être obtenues. En outre, les deux valeurs mesurées permettent d'étudier l'augmentation de la surface résultant du processus de sablage.

Il ne fait aucun doute que les mesures de densité de crête sont importantes pour l'industrie de la corrosion, mais le problème, jusqu'à présent, est que le nombre de crêtes n'était pas facile à déterminer.
En juin 2005, un article important de Roper et al.8 a indiqué que le nombre de pics pouvait être contrôlé et que, comme la hauteur du pic, il affectait les performances du revêtement. Leur travail a abouti à la création de la norme ASTM D71279 qui a également été publiée cette année-là.
Dans un article de suivi publié l'année suivante, ils ont conclu que "les profils d'acier optimaux pour une large gamme de revêtements industriels standard qui mouilleront complètement les surfaces sont une hauteur de profil de 2 à 3 mil (50 à 75 microns) et un nombre de pics compris entre 110 et 150 pics/pouce (40 et 60 pics/cm). "Le nombre optimal de pics pour un revêtement particulier dépend de ses propriétés rhéologiques". Ils expliquent que "la règle générale pour ajuster le nombre de pics afin d'optimiser les performances du revêtement est d'utiliser l'abrasif le plus petit et le plus dur qui fera le travail. Pour obtenir une surface uniforme, il faut contrôler la technique de sablage et la taille des particules de l'abrasif. Le revêtement doit pouvoir mouiller complètement la surface "10.
Les auteurs ont recommandé que les instruments de rugosité à stylet, le meilleur instrument de terrain disponible à at époque, soient utilisés dans l'industrie de la corrosion pour fournir les deux éléments essentiels d'information sur le profil : la hauteur de crête ET la densité de crête.
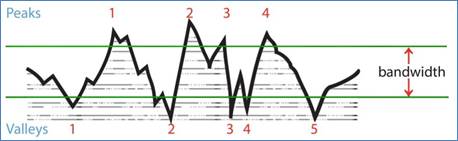
Les instruments de rugosité à stylet enregistrent les mouvements de haut en bas d'un stylet externe traversant une surface (Fig.5). Ils mesurent un paramètre de hauteur appelé Rt, conformément à la norme ISO11 428712, qui donne la distance verticale entre le pic le plus élevé et la vallée la plus basse dans une longueur d'évaluation donnée de 0,5 pouce (12,5 mm). Cinq tracés sont effectués et la moyenne des valeurs Rt est calculée pour obtenir la moyenne des distances maximales entre les pics et les vallées.
Une étude circulaire ASTM de 201113 a déterminé que la hauteur de crête à vallée Rt, mesurée par des instruments de rugosité à stylet, était étroitement liée à H, mesurée par des micromètres de profondeur et des bandes de réplique.

Mais si les instruments de rugosité à stylet peuvent générer des mesures de la hauteur des pics et du nombre de pics rencontrés sur une longueur d'échantillonnage, pourquoi l'industrie de la corrosion a-t-elle été lente à les adopter ?
Il est probable que cette réticence soit fondée sur des raisons économiques et pratiques. Les instruments de rugosité à stylet sont fragiles par nature car ils dépendent d'un stylet calibré avec précision qui se trouve souvent à une certaine distance du corps de l'appareil lui-même. Ils peuvent être complexes à mettre en place et à utiliser, et ils rapportent un certain nombre de paramètres de rugosité qui sont d'un intérêt limité pour l'industrie des revêtements. Tous ces facteurs sont susceptibles de dissuader les utilisateurs potentiels.
Quelles autres solutions de mesure sont disponibles ? Dans l'industrie de la corrosion, on croit de manière anecdotique que les appareils de mesure définitifs doivent utiliser des méthodes de laboratoire telles que l'interférométrie en lumière blanche, la microscopie à variation de focale, la microscopie laser confocale et la microscopie à force atomique. Mais ces appareils puissants posent des problèmes lorsqu'il s'agit de mesurer des surfaces grenaillées complexes. Ils sont coûteux à l'achat, ne fonctionnent pas sur le terrain et nécessitent une formation approfondie pour configurer une myriade de paramètres d'essai pour l'analyse topographique, y compris des éléments tels que les régions de zone morte, les tracés à l'échelle de la zone, l'analyse à l'échelle de la complexité, les filtres, l'assemblage et la taille des zones spatiales.
Les professionnels de la corrosion veulent simplement savoir s'ils ont une bonne surface sur laquelle appliquer un revêtement. La surface a-t-elle été préparée de manière appropriée ? Est-elle acceptable pour le client ? Ils veulent des objectifs mesurables et des paramètres de sablage réglables pour atteindre ces objectifs.
Il est donc souhaitable de disposer d'un instrument de terrain abordable et robuste, conçu spécifiquement pour l'industrie de la corrosion, qui fournit à la fois des mesures de hauteur de pic (H) et de densité de pic (Pd) afin de donner aux inspecteurs une prédiction plus significative et fonctionnellement corrélée de la performance du revêtement pendant la préparation de la surface.
La solution réside dans le ruban de réplique. Il est peu connu que les répliques de surface obtenues à l'aide du ruban Testex contiennent bien plus d'informations que la simple hauteur de crête mesurée par un micromètre. L'imagerie numérique permet d'obtenir des données significatives.
Le ruban de réplique est utilisé pour mesurer le profil de l'acier grenaillé depuis la fin des années 1960. Son fonctionnement est décrit dans un certain nombre de normes internationales, notamment ASTM D4417, ISO 8503-5 et NACE RP0287. Par rapport à d'autres méthodes, elle présente les avantages de la robustesse, d'un coût de démarrage relativement faible, d'une bonne répétabilité et de la possibilité de conserver une réplique physique de la surface évaluée. La méthode est largement utilisée et bien comprise. (Fig.7)

Un autre avantage, parfois sous-estimé, est que, contrairement aux techniques de stylet, la méthode de réplique échantillonne une zone bidimensionnelle (2D) contiguë suffisamment grande pour produire des statistiques robustes. Un seul balayage de testeur électronique de rugosité de surface, par exemple, échantillonne une ligne le long d'une surface sablée de 12,5 mm de long et de 10 μm de large, soit une surface totale de 0,12 mm2. Une nouvelle approche consiste à utiliser une propriété du ruban liée à sa capacité à reproduire des surfaces, mais différente de celle-ci, à savoir l'augmentation de la transmission optique du ruban lorsqu'il est comprimé. La transmission est proportionnelle au degré de compression. La plupart des essais réalisés dans le cadre du présent document ont été effectués sur des répliques de rubans de qualité grossière et X-grossière. Pour améliorer la résolution optique et réduire les artefacts optiques, la société Testex14 a également fourni une version de qualité optique de son ruban de qualité X-Coarse, qui a récemment été commercialisée.
La photographie d'un morceau de ruban adhésif rétroéclairé (Fig.9) révèle des zones claires de forte compression (pics) et des zones sombres de faible compression (vallées).

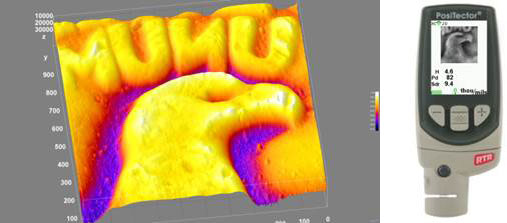
En utilisant le principe de transparence, le nombre de pics peut être déterminé en comptant simplement les points brillants sur l'empreinte, tels que pris par un capteur d'image numérique. Ces mesures de luminosité correspondent à des mesures d'épaisseur qui, à leur tour, reflètent le profil de la surface originale. Un instrument portable (Fig. 11) peut identifier les pics et déterminer la densité surfacique des pics, c'est-à-dire le nombre de pics présents par millimètre carré, ou Pd, tel que défini par la norme ASME B46.115.
Bien qu'ils soient populaires dans les industries d'usinage des métaux, les rugosimètres à stylet sont confrontés aux motifs complexes générés par les opérations de nettoyage de surface. Ils ne mesurent qu'une seule ligne sur une surface rugueuse et la plupart des caractéristiques qu'ils enregistrent comme des "pics" sont en fait des "épaules de pic" où le stylet a tracé sur le côté du pic plutôt que sur le sommet du pic (Fig.16). En revanche, les compteurs de pics à bande réplique, comme les profileurs optiques interférométriques de laboratoire, délicats et coûteux, calculent de véritables densités de pics bidimensionnelles.
Un autre avantage de ces images est qu'un plus grand nombre de données est utilisé pour dériver chaque mesure (1 000 000 de points pour une seule mesure de bande de réplique contre 5 000 points pour un seul balayage de stylet de 1"). De plus, tout ceci est réalisé avec un instrument de terrain robuste qui utilise du matériel peu coûteux pour obtenir des données de caractérisation de surface similaires à celles obtenues avec des instruments de laboratoire.
D'autres paramètres de caractérisation de la surface peuvent être extraits une fois que la relation épaisseur/transparence a été appliquée à l'interprétation de l'image d'intensité à l'aide d'un logiciel de rendu tridimensionnel (3D). Il en résulte des cartes 3D de la surface de l'acier grenaillé à at coût bien inférieur à celui des dispositifs de profilage interférométriques ou confocaux. Les figures 10 à 12 illustrent le fonctionnement de ce procédé.



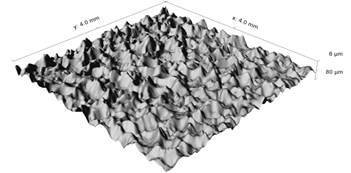
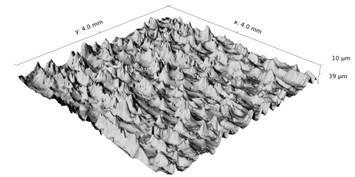
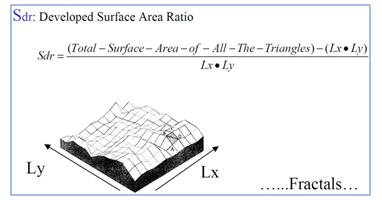
À partir des images 3D, il est possible de mesurer un dernier paramètre connexe censé favoriser la liaison chimique et mécanique, à savoir l'augmentation de la surface résultant d'une opération de sablage. Sdr est le rapport de surface interfaciale développée16, exprimé en pourcentage de surface supplémentaire apportée par la texture par rapport à un plan idéal de la taille de la zone de mesure. Les professionnels de l'enduction pensent que ce paramètre de profil donne une corrélation fonctionnelle à la technique d'application en leur fournissant une valeur de rugosité - la surface supplémentaire créée par le sablage en pourcentage d'augmentation (surface réelle / surface x-y).17 Les discussions ultérieures de cet article suggèrent cependant qu'il y a peu d'intérêt pratique à rapporter la surface développée dans l'industrie du grenaillage.
Pour justifier les mesures de la réplique 3D du ruban, les deux nouvelles mesures de paramètres obtenues à partir du ruban, la densité maximale Pd et la surface développée Sdr, ont été comparées à deux méthodes établies de mesure de la rugosité de surface : la microscopie confocale et la profilométrie par stylet.
La première étape a consisté à confirmer que l'imagerie de l'intensité lumineuse de la réplique du ruban permettait d'obtenir des valeurs de Pd et de Sdr comparables à celles obtenues à l'aide de méthodes de laboratoire connues. Une étude a été réalisée avec trois panneaux d'acier préparés par KTA Labs18. Les produits de sablage utilisés étaient l'Amasteel G, le GMA Garnet Coarse et l'Amasteel S-230/G40. Les trois panneaux ont été envoyés au WPI19 avec trois jeux de bandes répliques brunies de qualité optique pour être mesurés à l'aide d'un microscope confocal LEXT (figure 13).

Les images ont été seuillées at valeur moyenne plus 10 % de Sz20. Tous les îlots de plus de 1 000 µm2 ont été comptés comme un pic à des fins de comparaison. Les résultats étaient comparables (Fig. 14).

Afin de comparer les mesures effectuées à partir d'images de bandes répliquées en 3D avec les instruments de rugosité à stylet, des mesures de la densité maximale ont été effectuées sur les cinq panneaux utilisés dans le cadre de l'étude à la ronde de l'ASTM en 2011. Cela a permis d'obtenir les résultats des tests de stylet de onze opérateurs indépendants qui ont mesuré les pics linéaires, Pc ou Rpc, cinq fois sur chacun des cinq panneaux à l'aide de trois instruments de rugosité de stylet disponibles dans le commerce : le Mitutoyo SJ-201, le Taylor Hobson Surtronic 25, et le MahrSurf PS1.
Pour obtenir des données d'imagerie en 3D, trois brunissages ont été effectués sur chaque panneau à l'aide d'un ruban de qualité optique et mesurés à l'aide de l'imageur de ruban PosiTector 6000 RTR-P (Fig.11).
Étant donné que les instruments de rugosité à stylet donnent une mesure 2D en pics/mm et que la méthode du ruban réplique 3D donne des mesures en pics/mm2, les deux ensembles de données ne sont pas directement comparables. Pour les besoins de cette analyse, les mesures de la rugosité du stylet ont été mises au carré, afin que les deux techniques de mesure donnent des mesures dimensionnellement comparables. Une comparaison des méthodes de mesure est résumée à la figure 15.

Comme on peut le voir sur ce graphique, il existe une forte relation linéaire entre les deux méthodes de mesure. Les mesures sur quatre des cinq panneaux testés se situent à moins d'un écart de standard d'une ligne de tendance passant par l'origine. Cependant, deux observations peuvent être tirées de la figure 15. Premièrement, il n'y a pas de relation 1:1 entre les deux méthodes de mesure. Deuxièmement, les données ne sont pas parfaitement ajustées à la ligne de tendance, ce qui donne une valeur R2 de 0,91.
L'absence d'une relation 1:1 entre les mesures élevées au carré de l'instrument stylet et les méthodes d'imagerie 3D n'est pas surprenante. Bien que l'élévation au carré des mesures de l'instrument stylet permette d'obtenir des mesures de mêmes dimensions, elle ne peut pas tenir compte de la nature bidimensionnelle de l'instrument stylet. Par exemple, lorsqu'on trace une ligne droite, il est possible de croiser une crête plusieurs fois, ce qui donne plusieurs "pics", alors qu'en réalité il n'y a qu'un seul pic adjacent à la trajectoire du stylet. De plus, la classification de ce qui constitue un "pic" en trois dimensions n'est pas triviale, et l'analyse d'imagerie 3D ignore probablement des caractéristiques qui seraient enregistrées comme un pic sur l'instrument de rugosité du stylet.

Les instruments de mesure de la rugosité du stylet peuvent enregistrer 0, 1 ou 2 pics en fonction de la trajectoire de la trace. La raison pour laquelle les données ne correspondent pas parfaitement à la ligne de tendance n'est pas claire. Étant donné que chacun des cinq panneaux d'essai était censé refléter un large éventail de méthodes de préparation différentes, il est probable que l'écart soit at moins en partie dû aux lacunes de l'instrument à stylet. Sur les profils présentant des pics aigus et étroits, le stylet peut parfois contourner le pic au lieu de le franchir. Cela peut entraîner une sous-estimation de l'instrument à stylet sur certains profils.
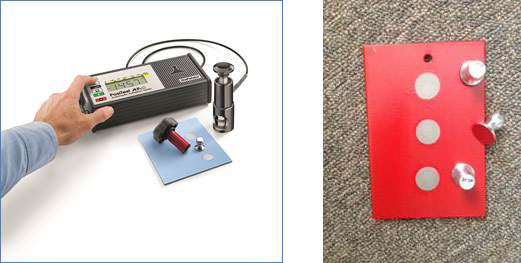
Compte tenu des recherches antérieures de Roper et al. sur la corrélation entre l'adhérence et la hauteur de profil (H) et la densité de crête (Pd), une étude a été menée pour déterminer si les méthodes d'imagerie par bande de réplique 3D donnaient des résultats similaires. Vingt-cinq échantillons d'acier ont été préparés par Sponge-Jet21 en utilisant une variété de supports de sablage. Après le sablage, des mesures ont été effectuées à l'aide de l'imageur de bande de réplique 3D. Les échantillons ont ensuite été recouverts d'un revêtement époxy, d'un revêtement acrylique à deux composants et d'un revêtement composite polymère, puis laissés à durcir. Trois essais d'adhérence par arrachement ont ensuite été réalisés sur chaque échantillon selon la méthode d'essai décrite dans la norme ASTM D454122 à l'aide d'un appareil d'essai d'adhérence par arrachement hydraulique de type V décrit dans l'annexe A4 (méthode d'essai E) de cette norme standard (Fig. 17).
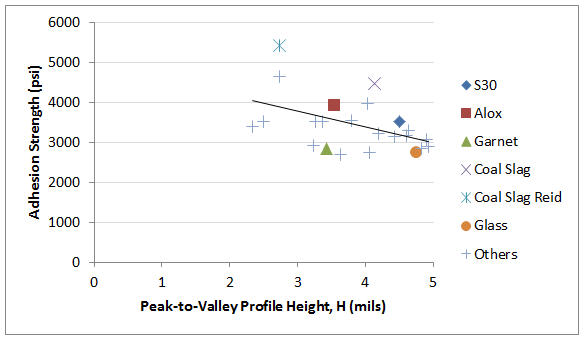
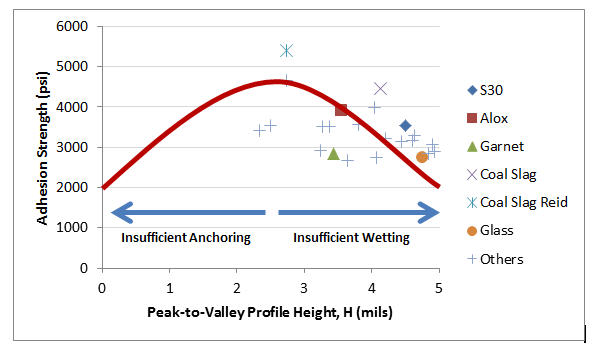
Dans l'article de Roper et al. de 2006, il a été théorisé que "d'après l'expérience des auteurs, les profils en acier optimaux pour une large gamme de revêtements industriels standard qui mouilleront complètement les surfaces ont une hauteur de profil de 2 à 3 millimètres (50 à 75 microns)". Les observations de cette étude semblent confirmer cette hypothèse. Les forces d'adhérence les plus élevées ont été observées dans la plage de 2 à 3 mils, les valeurs d'adhérence diminuant à mesure que les hauteurs de profil augmentaient au-delà de 3 mils (Fig.18). Bien qu'aucun échantillon n'ait été prélevé avec des hauteurs de profil inférieures à 2 mils, on peut supposer que les niveaux d'adhérence commenceraient à diminuer avec la baisse de la hauteur du profil. Comme indiqué précédemment dans ce document, on suppose que l'adhérence commence à diminuer at profils supérieurs à 3 mils parce que le revêtement ne parvient pas à mouiller complètement le substrat. On suppose que l'adhérence commence à diminuer at profils inférieurs à 2 mils parce que le profil n'est pas suffisant pour ancrer le revêtement. Une ligne de tendance hypothétique avec Pd et Sdr maintenus constants est superposée aux données de cette étude dans la figure 19.
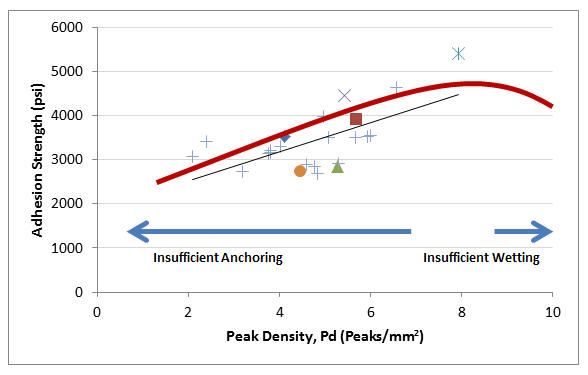
Il semble y avoir une forte corrélation positive entre la densité des pics et l'adhérence (Fig.20), ce qui renforce l'hypothèse de Roper et al. selon laquelle le nombre de pics est pertinent pour la performance du revêtement. Leur article affirme que "les profils d'acier optimaux pour une large gamme de revêtements industriels standard qui mouilleront complètement les surfaces sont ... un nombre de pics entre 110 et 150 pics/po (40 et 60 pics/cm)".

Comme les auteurs ont utilisé un profilomètre à stylet dans leur recherche, leurs chiffres ne sont pas directement comparables aux données de la présente étude. Cependant, en utilisant la relation apparente entre les mesures du profilomètre à stylet et les mesures optiques de la réplique 3D de la bande signalée plus haut dans ce document, on peut déduire une densité de pointe 3D équivalente comprise entre 4 et 8 pointes/mm2. On peut donc supposer que la relation positive observée entre la force d'adhésion et la densité maximale ne persisterait pas à at densités maximales supérieures à celles observées dans cette étude. Cette relation théorique entre l'adhésion et le Pd, avec H et Sdr maintenus constants, est illustrée à la figure 21.
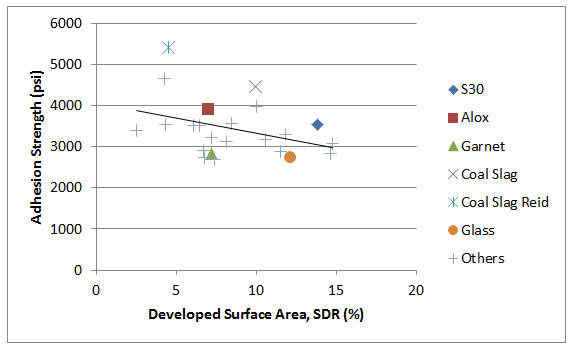
Un graphique de la surface développée observée en fonction de l'adhérence est résumé dans la figure 22. Les données semblent d'at contredire l'affirmation de Roper et al selon laquelle "plus la surface de revêtement est grande, mieux c'est". Toutefois, les auteurs poursuivent en affirmant que les deux principaux moyens d'augmenter la surface, à savoir l'augmentation de la hauteur et de la densité des pics, peuvent inhiber le mouillage et nuire aux performances du revêtement au-delà d'un point optimal. On pense que les données de cette étude reflètent cette affirmation. Les mesures de surface développée élevées dans plusieurs des échantillons (billes de verre par exemple) semblent être le reflet des distances élevées entre les pics et les vallées dans ces échantillons. Il n'est donc pas surprenant que les échantillons présentant des surfaces développées élevées dues à des hauteurs de pic à creux excessivement élevées aient présenté de mauvaises performances en matière de revêtement.
On pense que l'augmentation de la surface résultant du sablage est directement liée à la hauteur et à la densité du pic, ce qui rend inutile sa mesure et son enregistrement. Une discussion plus approfondie est présentée dans l'annexe.
Il est généralement admis que la nature des surfaces d'acier nettoyées au jet d'abrasif permet de prédire la performance du revêtement à long terme. L'industrie de la corrosion ne comprend pas entièrement la dynamique de ce problème complexe, mais elle dispose de plusieurs paramètres mesurables, notamment la hauteur du pic, la densité du pic, la surface, l'angularité, la netteté et la forme. Les croyances communes de l'industrie suggèrent que l'augmentation de plusieurs de ces paramètres améliorera les performances du revêtement à long terme. Les données empiriques suggèrent que ce n'est pas aussi simple.
Le plus important de ces paramètres, la hauteur de pic (H), est couramment mesuré aujourd'hui et est généralement le seul paramètre rapporté. Bien que son importance soit indéniable, un seul paramètre ne décrit pas entièrement la dynamique d'une relation revêtement/substrat.
La densité de pointe (Pd) est également un indicateur important de la performance. Bien qu'il ne puisse pas non plus être une mesure unique comme l'a été H pendant plusieurs décennies, il fournit , avec H, une meilleure prédiction de la performance à long terme du revêtement, telle que mesurée par les tests d'adhérence à l'arrachement.
Cette relation permet d'expliquer pourquoi les mesures de H seules n'ont pas toujours été une méthode fiable pour prédire les performances de tous les types de revêtements. Un revêtement peut adhérer à une surface avec un H faible et un Pd élevé aussi bien qu'à une surface avec un H élevé et un Pd faible. C'est pourquoi l'industrie de la corrosion doit communiquer les deux valeurs afin que les clients puissent déterminer le meilleur rapport pour leur application de revêtement particulière. Les deux paramètres sont contrôlés par la sélection appropriée du type et de la taille du matériau abrasif. Peut-être un paramètre hybride sera-t-il spécifié à l'avenir.
Les répliques de surface obtenues à l'aide du ruban à répliques contiennent beaucoup plus d'informations que le simple H mesuré par un micromètre. Des données importantes sont disponibles grâce à l'imagerie numérique. Un appareil portable simple et peu coûteux, utilisant des capteurs d'épaisseur et d'imagerie, peut caractériser les répliques de bande et générer des images et des statistiques de la surface originale, et surtout de Pd.
Les résultats de cette étude confirment une relation étroite entre le ruban de réplique, la rugosité du stylet et les mesures par microscopie confocale des 2 paramètres les plus importants :
H - Moyenne des distances maximales entre les crêtes et les creux obtenues en mesurant l'épaisseur d'un ruban de réplique bruni à l'aide d'un micromètre ou d'un capteur d'épaisseur qui tient compte de la non-linéarité du ruban. Les meilleures valeurs d'adhérence à l'arrachement résultent de hauteurs de profil uniformes de l'ordre de 2,5 mils (65 µm) avec une surface à nombre de pics élevé où les revêtements appliqués mouillent cent pour cent de la surface.
Pd - Densité surfacique de pointe conformément à la norme ASME B46.1. L'augmentation de cette valeur permet d'augmenter l'angularité afin de développer plus de force dans l'adhésion par cisaillement plutôt que par traction. Pour une meilleure adhérence du revêtement (protection contre la corrosion), la densité de pointe doit être aussi élevée que possible tout en assurant un mouillage complet de la surface préparée.
L'auteur tient à remercier Leon Vandervalk de DeFelsko Corporation pour son aide.
Limites du Sdr
Selon la norme ASME B46.1, le rapport de la surface interfaciale développée Sdr est le pourcentage de la surface supplémentaire apportée par la texture par rapport à un plan idéal de la taille de la région mesurée, tel que calculé dans la figure 23. Il est calculé en fonction de l'échelle en additionnant les aires d'une série de tuiles virtuelles couvrant la surface mesurée de manière disparate.
La difficulté d'utiliser cette méthode pour caractériser une surface d'acier sablée est que les calculs sont soumis à l'interprétation de la définition. Si un laboratoire choisit une taille de triangle très petite avec un dispositif de balayage à haute résolution, il constatera inévitablement une augmentation de la surface plus importante qu'un autre laboratoire utilisant un équipement différent avec des réglages de seuil plus bas (Fig.24). La surface totale mesurée par les carreaux du triangle augmente à mesure que l'échelle d'observation (surface des carreaux) diminue.


On pense que l'augmentation de la surface résultant du sablage est directement liée à la hauteur et à la densité du pic, ce qui rend inutile sa mesure et son enregistrement. H et Pd sont suffisants. Une alternative consiste à la calculer de manière similaire à la formule de Pythagore suivante :

On suppose que si la hauteur de pic et la densité de pic étaient maintenues constantes, il y aurait une corrélation positive entre la surface développée et la force d'adhérence. Cependant, cette corrélation positive semble légère et, comme le montre cette étude, elle n'est pas significative par rapport aux effets de la hauteur de pic et de la densité de pic. En outre, l'auteur de cet article n'a pas connaissance de moyens pratiques permettant de modifier la surface développée avec des supports abrasifs tout en maintenant constantes les valeurs de hauteur et de densité de pic. Il semble donc qu'il y ait peu d'intérêt pratique à rapporter la surface développée dans l'industrie du grenaillage.
-------------------------------------------------------------------------------------------------------------------
1 ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel " (ASTM International, West Conshohocken, PA)
3 ISO 8503-5 "Préparation des substrats en acier avant application des peintures et produits connexes - Caractéristiques de rugosité de surface des substrats en acier nettoyés au jet - Partie 5 : Méthode de la bande réplique pour la détermination du profil de surface" (Genève, Suisse : ISO).
4 NACE Standard RP0287-2002, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (National Association of Corrosion Engineers (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906)
5 Australian Standard AS 3894.5-2002, "Site testing of protective coatings, Method 5 : Determination of surface profile". (Standards Australia, GPO Box 476, Sydney NSW 2001 Australie)
6 Pour convertir les unités impériales en unités métriques, utilisez 1 mil = 25,4 microns (μm).
7 J.D. Keane, J.A. Bruno et R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publication #74-01, SSPC : The Society for Protective Coatings, Pittsburgh, PA 15222, 1974.
8 H.J. Roper, R.E.F. Weaver et J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, juin 2005, pp. 52 - 64.
9 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using an Electronic Portable Stylus Instrument " (ASTM International, West Conshohocken, PA)
10 H.J. Roper, R.E.F. Weaver et J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, juin 2006, pp. 24 - 31.
11 Organisation internationale de normalisation (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genève 20, Suisse
12 ISO 4287 : 1997 "Geometrical Product Specifications (GPS)-Surface Texture : Profile Method-Terms, Definitions, andSurface Parameters" (Genève, Suisse : ISO)
13 Rapport de recherche ASTM RR:D01-1169 (ASTM International, West Conshohocken, PA)
14 Testex, 8 Fox Lane, Newark, DE 19711 USA
15 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
16 ISO 25178-2 "Spécification géométrique des produits (GPS) - État de surface : Aire - Partie 2 : Termes, définitions et paramètres d'état de surface" (Organisation internationale de normalisation (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genève 20, Suisse)
17 C.A. Brown et S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis", International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933.
18 KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19 Institut polytechnique de Worcester. (WPI), 100 Institute Rd., Worcester, MA 01609-2208 USA Matthew A. Gleason sous la supervision du professeur Christopher A. Brown.
20 Il s'agit d'un paramètre 3D développé à partir du paramètre de rugosité (2D) Rz. Il s'agit de la distance entre le pic maximal et la vallée maximale de la surface dans la zone mesurée.
21 Sponge-Jet, Inc, 14 Patterson Lane, Newington, NH 03801 USA sous la supervision de Michael Merritt
22 ASTM D4541 "Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers " (ASTM International, West Conshohocken, PA)
23 Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int. J. Mach. Tools Manufact. Vol 38, Nos 5-6, pp. 633-637, 1998)

DAVID BEAMISH (1955 - 2019), ancien président de DeFelsko Corporation, un fabricant new-yorkais d'instruments de test de revêtement portatifs vendus dans le monde entier. Il était titulaire d'un diplôme d'ingénieur civil et avait plus de 25 ans d'expérience dans la conception, la fabrication et la commercialisation de ces instruments de test dans une variété d'industries internationales, notamment la peinture industrielle, l'inspection de la qualité et la fabrication. Il a dirigé des séminaires de formation et a été un membre actif de diverses organisations, notamment NACE, SSPC, ASTM et ISO.


.jpg)


