
Tel que vu dans les numéros de : Canadian Finishing & Coating Mfg. Industrial Paint & Powder Magazine ; Metal Finishing - Organic Finishing Guidebook.
par David Beamish, DeFelsko Corporation
Mis à jour : 09/13/2021

L'épaisseur du revêtement est une variable importante qui joue un rôle dans la qualité du produit, le contrôle du processus et le contrôle des coûts. La mesure de l'épaisseur d'un film peut être effectuée avec de nombreux instruments différents. Comprendre l'équipement disponible pour la mesure de l'épaisseur des peintures et comment l'utiliser est utile à toute opération de revêtement.
Les questions qui déterminent la meilleure méthode pour la mesure d'une peinture ou d'un revêtement donné comprennent le type de revêtement, le matériau du substrat, la gamme d'épaisseur du revêtement, la taille et la forme de la pièce, et le coût de l'équipement. Les techniques de mesure couramment utilisées pour les films organiques durcis comprennent des méthodes non destructives de mesure de films secs telles que les mesures magnétiques, par courants de Foucault, ultrasoniques ou micrométriques, ainsi que des méthodes destructives de mesure de films secs telles que la coupe transversale ou la mesure gravimétrique (masse). Il existe également des méthodes permettant de mesurer l'épaisseur des peintures et des revêtements en poudre avant le durcissement du film.
Les jauges de peinture magnétiques sont utilisées pour mesurer de manière non destructive l'épaisseur d'un revêtement non magnétique sur des substrats ferreux. La plupart des revêtements sur l'acier et le fer sont mesurés de cette manière. Les jauges magnétiques utilisent l'un des deux principes de fonctionnement suivants : l'arrachement magnétique ou l'induction magnétique/électromagnétique.
Les jauges d'épaisseur de peinture à tirage magnétique utilisent un aimant permanent, un ressort calibré et une échelle graduée. L'attraction entre l'aimant et l'acier magnétique rapproche les deux. Au fur et à mesure que l'épaisseur du revêtement séparant les deux augmente, il devient plus facile d'éloigner l'aimant. L'épaisseur de la peinture et du revêtement est déterminée en mesurant cette force d'attraction. Les revêtements plus minces auront une attraction magnétique plus forte tandis que les films plus épais auront comparativement une attraction magnétique moindre. Les tests effectués avec des jauges d'épaisseur magnétiques sont sensibles à la rugosité de la surface, à la courbure, à l'épaisseur du substrat et à la composition de l'alliage métallique.
Les jauges d'arrachement magnétiques sont robustes, simples, peu coûteuses, portables et ne nécessitent généralement aucun réglage d'étalonnage. Elles constituent une bonne alternative à faible coût dans les situations où les objectifs de qualité ne nécessitent que quelques lectures pendant la production.
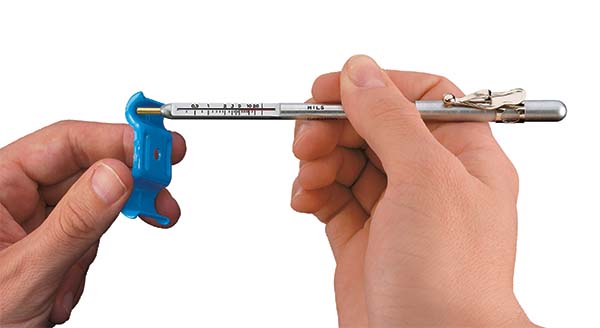
Les jauges d'épaisseur de peinture à arrachement magnétique sont généralement des modèles de type crayon ou à cadran rétractable. Les modèles de type crayon (PosiPen illustré à la figure 1) utilisent un aimant monté sur un ressort hélicoïdal qui fonctionne perpendiculairement à la surface enduite. La plupart des jauges d'épaisseur de revêtement à tirer de type crayon ont de gros aimants et sont conçues pour fonctionner dans une ou deux positions seulement, ce qui compense partiellement la gravité. Une version plus précise est disponible, qui possède un aimant minuscule et précis pour mesurer sur des surfaces petites, chaudes ou difficiles à atteindre. Un triple indicateur garantit des mesures précises lorsque la jauge d'épaisseur est dirigée vers le bas, le haut ou l'horizontale, avec une tolérance de ±10 %.
Les modèles à cadran rétractable (PosiTest illustré à la figure 2) sont la forme la plus courante de jauge à tirage magnétique. Un aimant est fixé à une extrémité d'un bras équilibré pivotant et relié à un ressort à billes calibré. En faisant tourner le cadran avec un doigt, le ressort augmente la force sur l'aimant et l'arrache de la surface. Ces jauges d'épaisseur de peinture sont faciles à utiliser et possèdent un bras équilibré qui leur permet de travailler dans n'importe quelle position, indépendamment de la gravité. Elles sont sûres dans les environnements explosifs et sont couramment utilisées par les entreprises de peinture et les petites opérations de revêtement par poudre. La tolérance typique est de ±5%.

DeFelsko fabrique 2 appareils de mesure de l'épaisseur de peinture par arrachement, le PosiPen et PosiTest.
Les compteurs de peinture à induction magnétique utilisent un aimant permanent comme source de champ magnétique. Un générateur à effet Hall ou une magnétorésistance est utilisé pour détecter la densité du flux magnétique at un pôle de l'aimant. Les compteurs de peinture à induction électromagnétique utilisent un champ magnétique alternatif. Un barreau ferromagnétique souple enroulé autour d'une bobine de fil fin est utilisé pour produire un champ magnétique. Une deuxième bobine de fil est utilisée pour détecter les variations du flux magnétique.
Ces compteurs de peinture électroniques mesurent la variation de la densité du flux magnétique à at surface d'une sonde magnétique lorsqu'elle s'approche d'une surface en acier. L'ampleur de la densité du flux at surface de la sonde est directement liée à la distance par rapport au substrat en acier. La mesure de la densité du flux permet de déterminer l'épaisseur du revêtement.

Les jauges d'épaisseur magnétiques électroniques (parg PosiTector 6000 F Series, PosiTest DFT Ferrous) se présentent sous de nombreuses formes et tailles. Ils utilisent généralement une sonde à pression constante pour fournir des relevés cohérents qui ne sont pas influencés par les différents opérateurs. Les mesures d'épaisseur de peinture sont affichées sur un écran à cristaux liquides (LCD). Les jauges d'épaisseur de peinture peuvent être dotées d'options permettant de stocker les résultats des mesures, d'effectuer une analyse instantanée des relevés et de transmettre les résultats à une imprimante ou à un ordinateur en vue d'un examen plus approfondi. La tolérance typique est de ±1%.
Les instructions du fabricant doivent être suivies à la lettre pour obtenir les résultats les plus précis. Standard Les méthodes d'essai sont disponibles dans les normes ASTM D 1186, D 7091-05, ISO 2178 et ISO 2808.
Les techniques de courants de Foucault sont utilisées pour mesurer de manière non destructive l'épaisseur des revêtements non conducteurs sur des substrats en métal non ferreux. Une bobine de fil fin conduisant un courant alternatif à haute fréquence (supérieure à 1 MHz) est utilisée pour créer un champ magnétique alternatif à at surface de la sonde de l'instrument. Lorsque la sonde d'épaisseur du revêtement est approchée d'une surface conductrice, le champ magnétique alternatif crée des courants de Foucault sur la surface. Les caractéristiques du substrat et la distance entre la sonde et le substrat (l'épaisseur du revêtement) influencent l'ampleur des courants de Foucault. Les courants de Foucault créent leur propre champ électromagnétique opposé qui peut être détecté par la bobine excitatrice ou par une deuxième bobine adjacente.
Les jauges d'épaisseur de revêtement à courant de Foucault (g exemple PosiTector 6000 N Series) ressemblent à des jauges magnétiques électroniques et fonctionnent de la même manière. Ils sont utilisés pour mesurer l'épaisseur des peintures et des revêtements sur tous les métaux non ferreux. Comme les jauges magnétiques électroniques, ils utilisent généralement une sonde à pression constante et affichent les résultats sur un écran LCD. Ils peuvent également être dotés d'options permettant de stocker les résultats des mesures ou d'effectuer une analyse instantanée des lectures et de les transmettre à une imprimante ou à un ordinateur en vue d'un examen plus approfondi. La tolérance typique est de ±1%. Les tests sont sensibles à la rugosité de la surface, à la courbure, à l'épaisseur du substrat, au type de substrat métallique et à la distance par rapport à un bord.
Standard méthodes pour l'application et la réalisation de ce test sont disponibles dans les normes ASTM B244, ASTM D1400, D7091, et ISO 2360.
Il est désormais courant que les mesureurs d'épaisseur de peinture intègrent les principes magnétiques et de courant de Foucault dans un seul appareil (parg PosiTector 6000 FN, PosiTest DFT Combo). Certains de ces appareils simplifient la mesure de la plupart des revêtements sur n'importe quel métal en passant automatiquement d'un principe de fonctionnement à l'autre, en fonction du substrat. Ces jauges combinées sont très appréciées des peintres et des spécialistes des revêtements en poudre.
La technique de l'écho pulsé ultrasonique des jauges d'épaisseur de peinture à ultrasons (parg PosiTector 200) est utilisée pour mesurer l'épaisseur des revêtements sur des substrats non métalliques (plastique, bois, etc.) sans endommager le revêtement.

La sonde du compteur de peinture contient un transducteur à ultrasons qui envoie une impulsion à travers le revêtement. L'impulsion est réfléchie par le substrat vers le transducteur et est convertie en un signal électrique à haute fréquence. La forme d'onde de l'écho est numérisée et analysée pour déterminer l'épaisseur du revêtement. Dans certaines circonstances, il est possible de mesurer des couches individuelles dans un système multicouche.
La tolérance typique pour ce dispositif est de ±3%. Standard méthodes pour l'application et la réalisation de ce test sont disponibles dans la norme ASTM D6132.
Pour en savoir plus sur les jauges d'épaisseur de peinture par ultrasons, veuillez consulter la rubrique"Utilisation des jauges d'épaisseur de revêtement par ultrasons".
Les micromètres sont parfois utilisés pour vérifier l'épaisseur des revêtements. Ils ont l'avantage de mesurer n'importe quelle combinaison revêtement/substrat mais l'inconvénient de nécessiter l'accès au substrat nu. L'obligation de toucher à la fois la surface du revêtement et la face inférieure du substrat peut être contraignante et ils ne sont souvent pas assez sensibles pour mesurer les revêtements minces.
Deux mesures doivent être effectuées : une avec le revêtement en place et l'autre sans. La différence entre les deux mesures, la variation de hauteur, est considérée comme l'épaisseur du revêtement. Sur les surfaces rugueuses, les micromètres mesurent l'épaisseur du revêtement au-dessus du pic le plus élevé.
Une technique destructive consiste à couper la pièce revêtue en coupe transversale et à mesurer l'épaisseur du film en observant la coupe au microscope. Une autre technique de coupe transversale utilise un microscope à échelle réduite pour visualiser une incision géométrique à travers le revêtement en film sec. Un outil de coupe spécial est utilisé pour réaliser une petite rainure en V précise à travers le revêtement et dans le substrat. Il existe des jauges équipées de pointes de coupe et d'une loupe à échelle éclairée.
Bien que les principes de cette méthode destructive soient faciles à comprendre, il existe des possibilités d'erreur de mesure. Il faut des compétences pour préparer l'échantillon et interpréter les résultats. L'ajustement du réticule de mesure à une interface irrégulière ou indistincte peut créer des imprécisions, notamment entre différents opérateurs. Cette méthode est utilisée lorsque des méthodes non destructives peu coûteuses ne sont pas possibles, ou comme moyen de confirmer des résultats non destructifs. La norme ASTM D 4138 décrit une méthode standard pour ce système de mesure.
En mesurant la masse et la surface du revêtement, l'épaisseur peut être déterminée. La méthode la plus simple consiste à peser la pièce avant et après le revêtement. Une fois la masse et la surface déterminées, l'épaisseur est calculée à l'aide de l'équation suivante :

où T est l'épaisseur en micromètres, m est la masse du revêtement en milligrammes, A est la surface testée en centimètres carrés, et d est la densité en grammes par centimètre cube.
Il est difficile d'établir un rapport entre la masse du revêtement et son épaisseur lorsque le substrat est rugueux ou que le revêtement est irrégulier. Les laboratoires sont les mieux équipés pour gérer cette méthode qui prend du temps et qui est souvent destructive.
Les jauges d'épaisseur de film humide aident à déterminer la quantité de matériau à appliquer humide pour obtenir une épaisseur de film sec spécifiée, à condition que le pourcentage de solides en volume soit connu. Elles mesurent tous les types de revêtements organiques humides, tels que la peinture, le vernis et la laque sur des surfaces lisses plates ou courbes.
La mesure de l'épaisseur du film humide pendant l'application permet d'identifier le besoin de correction et d'ajustement immédiat par l'applicateur. La correction du film après son séchage ou son durcissement chimique nécessite un temps de travail supplémentaire coûteux, peut conduire à une contamination du film et peut introduire des problèmes d'adhérence et d'intégrité du système de revêtement.
Les équations permettant de déterminer l'épaisseur correcte du film humide (WFT), avec ou sans diluant, sont les suivantes :
Sans diluant :

Avec du diluant :

Le film humide est le plus souvent mesuré avec un peigne ou une roue pour film humide. Le peigne pour film humide est une plaque plate en aluminium, plastique ou acier inoxydable avec des encoches calibrées sur le bord de chaque face. La jauge est placée carrément et fermement sur la surface à mesurer immédiatement après l'application du revêtement, puis retirée. L'épaisseur du film humide se situe entre l'encoche la plus haute du revêtement et l'encoche suivante non recouverte. Les mesures de la jauge à encoches ne sont ni précises ni sensibles, mais elles sont utiles pour déterminer l'épaisseur approximative du film humide des revêtements sur des articles dont la taille et la forme interdisent l'utilisation de méthodes plus précises. (ASTM D1212).
La jauge doit être utilisée sur des surfaces lisses, sans irrégularités et doit être utilisée sur la longueur, et non la largeur, des surfaces courbes. L'utilisation d'une jauge pour film humide sur des revêtements à séchage rapide donnera des mesures inexactes. La norme ASTM D4414 décrit une méthode standard pour mesurer l'épaisseur de la couche humide à l'aide de jauges à encoche.
Une roue à film humide (rouleau excentrique) utilise trois disques. La jauge est roulée dans le film humide jusqu'à ce que le disque central touche le film humide. Les revêtements en poudre peuvent être mesurés avant leur durcissement à l'aide d'un simple peigne manuel ou d'une jauge à ultrasons. Les revêtements en poudre peuvent être mesurés avant le durcissement à l'aide d'un simple peigne à main ou d'une jauge à ultrasons. Le peigne est traîné à travers le film de poudre et l'épaisseur se situe entre la dent la plus élevée qui a laissé une marque et à laquelle la poudre s'accroche, et la dent suivante qui n'a laissé aucune marque et à laquelle la poudre ne s'accroche pas. Ces jauges sont relativement bon marché avec une précision de ±5mm. Elles ne conviennent qu'à titre indicatif car le film durci peut être différent après l'écoulement. Les marques laissées par la jauge peuvent affecter les caractéristiques du film durci.
Un appareil à ultrasons, tel que le PosiTest PCpeut être utilisé de manière non destructive sur de la poudre non polymérisée sur des surfaces métalliques lisses pour prédire l'épaisseur du film polymérisé. La sonde est positionnée à une courte distance de la surface à mesurer et une lecture est affichée sur l'écran LCD de l'appareil. L'incertitude de mesure est de ±5mm.

Les jauges d'épaisseur de revêtement sont calibrées en fonction d'étalons d'épaisseur connus. Il existe de nombreuses sources d'étalons d'épaisseur, mais il est préférable de s'assurer qu'ils sont traçables à un institut national de mesure tel que le NIST (National Institute of Standards & Technology). Il est également important de vérifier que les étalons sont at moins quatre fois plus précis que la jauge qu'ils serviront à étalonner. Une vérification régulière par rapport à ces étalons permet de s'assurer que le calibre fonctionne correctement. Lorsque les lectures ne sont pas conformes aux spécifications de précision de la jauge, celle-ci doit être ajustée ou réparée, puis étalonnée à nouveau.
L'épaisseur du film dans les revêtements peut avoir un impact important sur le coût et la qualité. La mesure de l'épaisseur du film devrait être une opération de routine pour tous les applicateurs. Le choix du compteur de peinture à utiliser dépend de la gamme d'épaisseur du revêtement, de la forme et du type de substrat, du coût du compteur de peinture et de l'importance de la précision de la mesure.

DAVID BEAMISH (1955 - 2019), ancien président de DeFelsko Corporation, un fabricant new-yorkais d'instruments manuels d'inspection de revêtements vendus dans le monde entier. Il était titulaire d'un diplôme d'ingénieur civil et avait plus de 25 ans d'expérience dans la conception, la fabrication et la commercialisation de ces instruments d'essai dans diverses industries internationales, notamment la peinture industrielle, l'inspection de la qualité et la fabrication. Il a dirigé des séminaires de formation et a été un membre actif de diverses organisations, notamment NACE, SSPC, ASTM et ISO.

.png)







