
Cet article évalue les méthodes utilisées pour mesurer les profils de surface créés par les outils électriques, à savoir les détartreurs à aiguille d'air , les nettoyeurs de poils et les détartreurs rotatifs. L'accent sera mis sur l'utilisation du ruban adhésif et sa capacité à caractériser les profils de diverses surfaces à l'aide d'un lecteur numérique de ruban adhésif doté d'une capacité d'imagerie 3D. Plus précisément, ce document déterminera si les méthodes de mesure décrites dans la norme ASTM D4417 sont appropriées pour la mesure des profils produits par des outils électriques.
La NAVSEA définit les outils électriques à main comme des dispositifs automatiques portables utilisés pour la préparation des surfaces et qui peuvent être répartis en trois catégories de base :
Alors qu'il existe de nombreuses normes relatives à la mesure des profils de surface produits par le sablage de surfaces en acier, il y a peu de recherches ou de conseils pour mesurer les profils créés par des outils électriques.
Cet article examine trois méthodes de mesure courantes pour déterminer les paramètres du profil de surface et évaluer leur efficacité sur les surfaces préparées à l'aide d'outils électriques : les micromètres à ressort utilisant des bandes répliques, les micromètres de profondeur et les instruments de rugosité à stylet. Les profils produits par les détartreurs à aiguille d'air , les nettoyeurs à poils et les détartreurs rotatifs sur des panneaux d'essai en acier ont été examinés dans le cadre de cette étude.
Une attention particulière sera accordée à l'efficacité de chaque méthode de mesure sur les trois profils produits par les outils électriques et à la question de savoir si l'un des outils électriques produit des caractéristiques de profil qui posent des problèmes. Grâce à l'évaluation des données, au traçage des résultats ultérieurs et à l'utilisation de l'imagerie de surface 3D, une recommandation finale sera faite quant à la méthode de mesure la plus appropriée.
La préparation de la surface affecte directement les performances des systèmes de revêtement de protection. Il est essentiel de s'assurer que la surface est exempte de rouille et de calamine, ainsi que de contaminants de surface tels que la saleté, l'huile, les sels solubles et la graisse. Tout aussi important est le profil de la surface, dont les caractéristiques contribuent à la durée de vie du revêtement et à la force d'adhérence. L'évaluation du profil de la surface devient donc un exercice critique.
Les outils électriques sont fréquemment utilisés pour nettoyer les surfaces en acier avant l'application de revêtements protecteurs. Alors que le profil des surfaces grenaillées est couramment mesuré à l'aide de rubans répliques, de micromètres de profondeur ou d'instruments de rugosité à stylet portables, les professionnels des revêtements ne savent souvent pas quelle méthode est la mieux adaptée aux profils créés par les outils électriques, y compris les détartreurs à aiguille air , les nettoyeurs à poils et les détartreurs à roto peen.
L'impact abrasif produit des motifs complexes et aléatoires sur la surface. Cependant, les profils de surface produits par les outils électriques présentent des motifs répétitifs qui posent des problèmes pour mesurer correctement la hauteur de pic à vallée et la densité de pic.
Dans un article écrit en février 2015, D. Beamish2 a illustré comment le ruban de réplique pouvait être utilisé pour déterminer les paramètres critiques du profil de surface pour les surfaces en acier grenaillé et a relié ces paramètres à la force d'adhérence à l'arrachement. Plus précisément, l'article expliquait comment les mesures par réplique de bande permettaient d'obtenir beaucoup plus d'informations que les autres méthodes de mesure, ce qui permettait de déterminer la densité maximale (Pd) et le rapport de la surface interfaciale développée (Sdr), qui sont directement corrélés à la force d'adhésion à l'arrachement. En outre, il a été démontré que les paramètres de surface mesurés à l'aide de la bande de réplique étaient étroitement corrélés aux techniques de mesure établies pour les profils grenaillés, telles que la microscopie confocale et la profilométrie par stylet. Cet article poussera cette analyse plus loin et déterminera l'aptitude du ruban réplique à mesurer non seulement les paramètres de surface des profils grenaillés, mais aussi à mesurer le profil de surface sur une variété de surfaces préparées par des outils électriques.
Leruban réplique est utilisé depuis les années 1960 pour mesurer le profil de surface de l'acier grenaillé. Largement utilisé dans l'industrie du revêtement, le ruban réplique est constitué d'une couche de mousse plastique écrasable fixée à un substrat en polyester non compressible d'une épaisseur très uniforme de 2 mils ± 0,2 mils (50,8 microns ± 5 microns). L'épaisseur de la mousse dépend de la qualité du ruban. Le ruban réplique est disponible en deux types, régulier et optique, et deux qualités, grossier et X-grossier. Pour la plupart des applications, le ruban de réplique ordinaire est suffisant. La réplique de bande de qualité optique est utilisée pour produire des images 3D de la surface de la bande. Les deux qualités de ruban sont Coarse, qui mesure des profils de 0,8 à 2,5 mils (20 à 64 µm), et X-Coarse, qui mesure des profils de 1,5 à 4,5 mils (38 à 115 µm).
Lorsqu'elle est pressée contre une surface d'acier rugueuse, la mousse forme une impression, ou une réplique inversée, de la surface. La mousse peut s'affaisser jusqu'à environ 25 % de son épaisseur avant l'affaissement. Par conséquent, lorsque les pics les plus élevés de la surface originale poussent sur le support en polyester, la mousse entièrement comprimée est déplacée latéralement. De même, les vallées les plus profondes de l'original créent les pics les plus élevés de la réplique.
En plaçant le ruban comprimé entre les enclumes d'un micromètre à ressort, comme le PosiTector RTR H, et en soustrayant la contribution du substrat de polyester incompressible (2 mils / 50 µm), on obtient une mesure du profil de rugosité de surface maximale moyenne (Fig.1).

Cette méthode de mesure des surfaces est robuste, relativement simple, peu coûteuse et permet à l'utilisateur de conserver une réplique physique de la surface à évaluer. C'est l'une des méthodes les plus courantes pour déterminer la hauteur de pic à creux des surfaces grenaillées dans l'industrie du revêtement.
Le ruban de réplique présente des avantages supplémentaires par rapport à d'autres méthodes de mesure, car il mesure le profil de la surface sur une zone bidimensionnelle, plutôt que sur un seul point ou une ligne droite. La pointe d'un micromètre de profondeur mesure un point unique d'un rayon d'environ 0,05 mm (50 microns), pour une zone d'échantillonnage de 0,007 mm2. La ligne d'échantillonnage typique d'un instrument de rugosité à stylet mesure 12,5 mm de long et 4 microns de large, pour une surface de mesure totale de 0,05 mm2. La surface de mesure de la bande réplique est de 31 mm2. Cela représente une zone de mesure environ 258 fois plus grande que la zone de mesure d'un instrument de rugosité à stylet et environ 4 400 fois plus grande que le micromètre de profondeur. En outre, lors de l'utilisation d'un instrument tel que le PosiTector RTR 3Dl'imagerie numérique de la bande réplique brunie peut produire des images 3D des profils de surface, ce qui permet à l'utilisateur d'observer visuellement la surface avant l'application du revêtement.
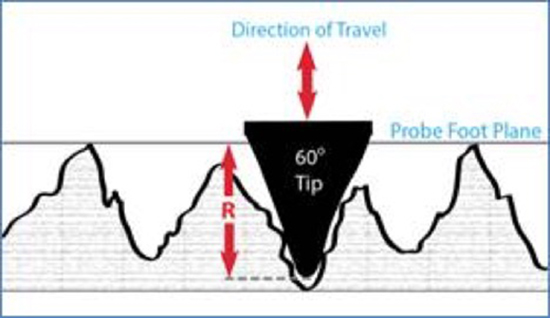
Un micromètre de profondeur, comme le PosiTector SPGutilise une base plate qui repose sur les crêtes du profil de la surface et une pointe de sonde à ressort montée à l'intérieur de la base qui tombe dans les vallées du profil. La base plate repose sur les pics les plus élevés et chaque mesure correspond donc à la distance entre les pics locaux les plus élevés et la vallée particulière dans laquelle la pointe a été projetée, comme illustré à la figure 2. Les micromètres de profondeur ont l'avantage de pouvoir mesurer des hauteurs de profil qui dépassent la portée de nombreux autres instruments.
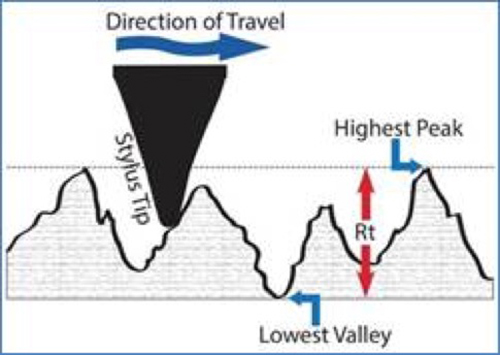
Un instrument portable de rugosité par stylet utilise un stylet qui est tiré at vitesse constante sur une surface et enregistre les mouvements vers le haut et vers le bas pour déterminer le Rt, ou la distance verticale entre le pic le plus élevé et la vallée la plus basse sur une longueur d'évaluation donnée. L'instrument mesure et enregistre la distance verticale parcourue par le stylet lorsqu'il passe sur la surface, comme le montre la figure 3.
En général, une longueur d'évaluation prédéterminée est divisée en 7 longueurs d'échantillonnage et l'instrument mesure la hauteur pic-vallée dans chaque longueur d'échantillonnage, Ry, de chaque section, sans tenir compte de la première et de la dernière section. La moyenne des Ry restantes est utilisée pour calculer Rz. Pour cette étude, Rz est équivalent à RzDIN, qui correspond à la moyenne des distances entre le pic le plus élevé et la vallée la plus basse dans chaque longueur d'échantillonnage, conformément à la norme ASME Y14.36M7.
Douze plaques d'acier ont été préparées à l'aide de trois outils électriques différents : un détartreur à aiguille d'air , un nettoyeur à poils et un détartreur rotatif, comme le montre la figure 4. Ces plaques ont été étiquetées de 1 à 4 dans chaque groupe.
Les panneaux suivants ont été évalués :

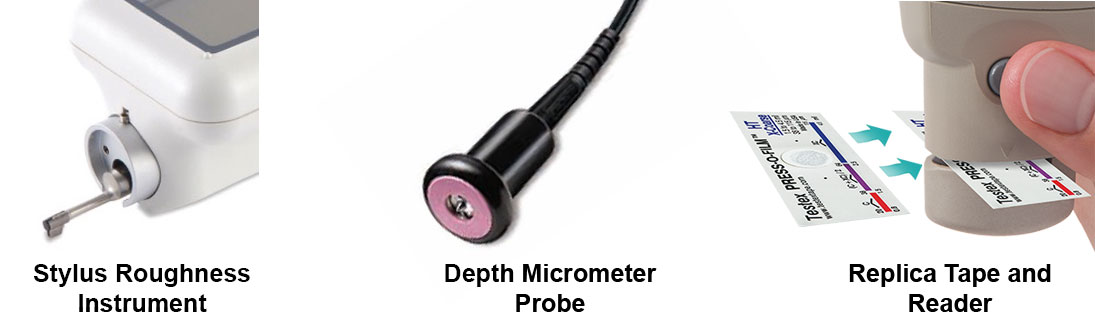
Les profils de surface des panneaux ont été évalués à l'aide des trois instruments suivants :
Les tests ont été effectués avec chaque instrument de la manière suivante :
1. Un instrument portable de rugosité à stylet a été utilisé pour déterminer Rz et Rpc pour chaque panneau. Trois mesures de trace ont été effectuées at 5 endroits sur chaque panneau, chaque mesure de trace ayant une longueur d'évaluation de 12,5 mm et une longueur d'échantillonnage de 2,5 mm.
a. Les emplacements des mesures sont détaillés sur le diagramme 1. Il convient de noter que sur les panneaux préparés avec un nettoyeur à brosses, les mesures des traces 2 et 4 sont dans la direction du biais, tandis que les mesures des traces 1, 3 et 5 sont contre la direction du biais. Sur les panneaux préparés pour le détartreur roto peen, les mesures 2 et 4 sont dans le sens contraire de la polarisation et les mesures 1, 3 et 5 sont dans le sens de la polarisation.

2. Un micromètre numérique a été utilisé pour déterminer le Rt. 10 mesures ont été prises at 5 endroits sur chaque panneau, pour un total de 50 mesures par panneau. Conformément à la norme D4417, 10 mesures ont été prises à chaque endroit. Cette étude a utilisé 5 emplacements et les valeurs maximales des 10 lectures dans les 5 emplacements ont été enregistrées et moyennées. La moyenne des 50 mesures individuelles a également été enregistrée. Les lieux d'échantillonnage sont détaillés dans le diagramme 2 :

3. Un lecteur et un imageur de bande de réplique numérique ont utilisé la bande de réplique pour mesurer HL et Pd. Quatre brunissages ont été effectués par panneau. Trois d'entre elles ont été réalisées à l'aide d'un ruban de réplique ordinaire (grossier et/ou X-grossier) et une a été réalisée à l'aide d'un ruban de réplique optique. Les emplacements des mesures sont indiqués sur le diagramme 3 :

1. Des motifs ont été observés dans les résultats. En examinant les images des surfaces, des stries directionnelles étaient visibles sur les surfaces préparées par le nettoyeur à poils et le détartreur rotatif. Les relevés effectués par l'instrument de mesure de la rugosité du stylet dans le sens de ce biais directionnel et contre ce biais ont confirmé des différences évidentes dans les paramètres de surface. En outre, les images des surfaces préparées par le détartreur à aiguille à air ont montré qu'elles présentaient peu de pics et de vallées distincts, ce qui laisse supposer que le micromètre de profondeur n'a peut-être pas capturé de manière adéquate les véritables hauteurs entre les pics et les vallées. On a émis l'hypothèse que les résultats s'amélioreraient si l'on modifiait les techniques de mesure pour tenir compte du biais/de la densité des pics :
a. Les panneaux préparés à l'aide d'un nettoyeur à brosses et d'un détartreur rotatif présentent un biais directionnel qui pose des problèmes aux instruments de rugosité portatifs à stylet. Un instrument de rugosité à stylet portable peut ne pas être approprié car les lectures dépendent du biais. Les spécifications initiales (D7127) pour la mesure des surfaces nettoyées avec des outils électriques ne tiennent pas compte du biais et/ou de la densité des pics. Cela peut conduire à des valeurs inférieures ou supérieures aux valeurs indiquées sur le profil de la surface. Il est nécessaire de modifier la méthode d'essai pour ignorer les lectures prises dans la direction du biais afin de produire des résultats significatifs.
b. Il a été observé que les panneaux préparés par le détartreur à aiguille à air présentaient une densité de crête (fréquence de crête) très faible. Il a été proposé que l'augmentation du nombre de mesures prises avec le micromètre de profondeur pourrait aider à expliquer cette fréquence réduite et produire un résultat plus précis. Pour évaluer cette hypothèse, une deuxième série de tests a été effectuée en prenant 20 mesures par point dans les 5 emplacements, pour un total de 100 lectures par panneau. La moyenne des 5 maxima a été rapportée.
2. Les résultats indiquent que le ruban réplique peut être utilisé pour les trois profils produits par les outils électriques. Les résultats obtenus avec un lecteur numérique de réplique de ruban n'ont pas été affectés de manière significative par le biais et la densité qui posent problème aux autres instruments, et il n'a pas été nécessaire de modifier la méthode d'essai.
3. Les résultats du micromètre de profondeur ont montré que l'utilisation de la moyenne des maximums pour les cinq emplacements produisait des résultats qui correspondaient plus étroitement aux résultats des autres méthodes de mesure par rapport à la moyenne des 50 lectures individuelles.
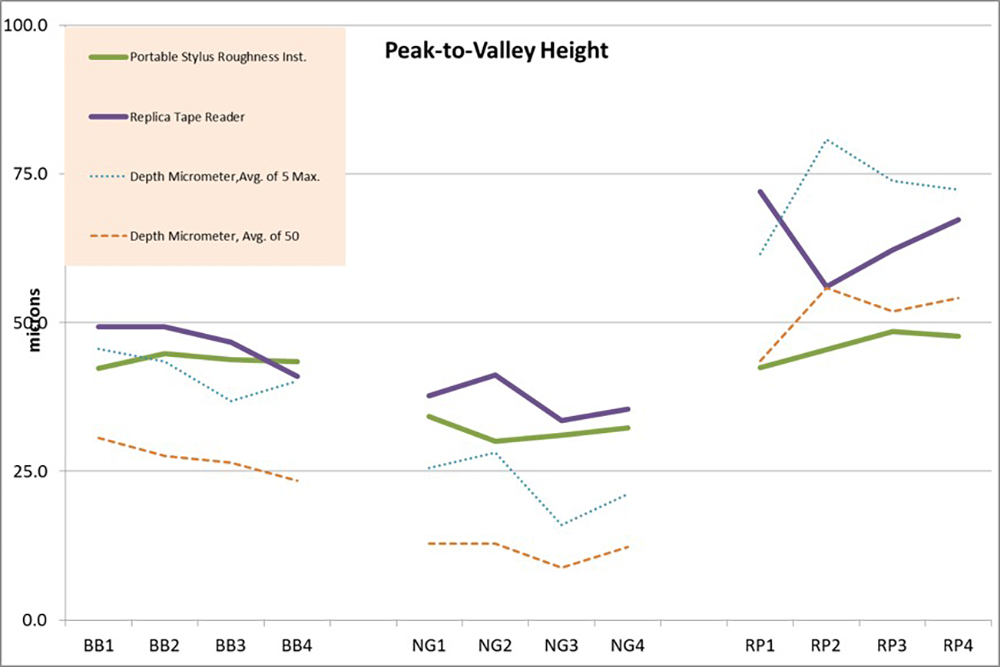
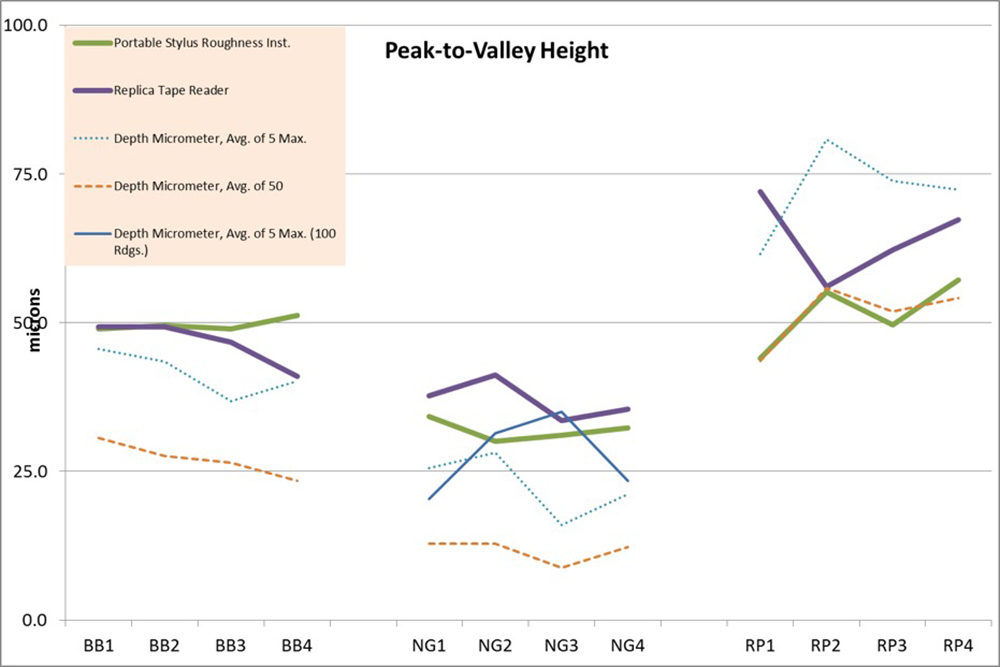
Le graphique 1 montre les résultats initiaux des trois méthodes de mesure. Les résultats du micromètre de profondeur sont indiqués à la fois comme la moyenne des 50 lectures et la moyenne des 5 maximums. Il a été observé que les caractéristiques produites par les outils ont mis à mal certains des outils de mesure et ont rendu leurs résultats moins cohérents.
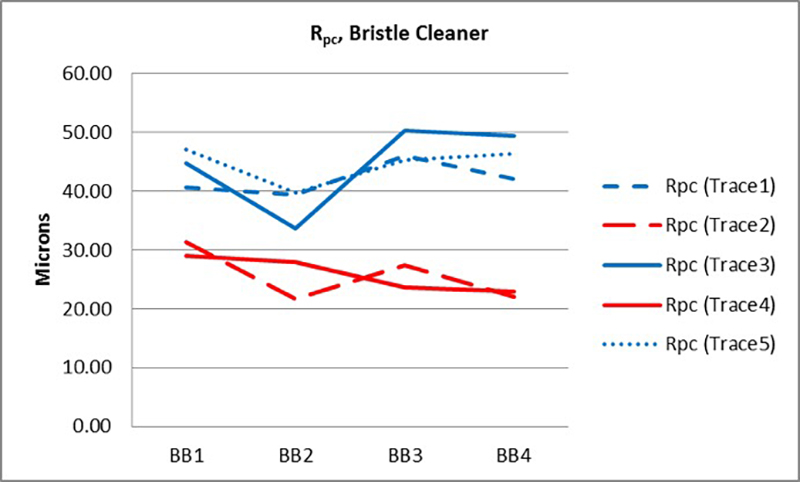
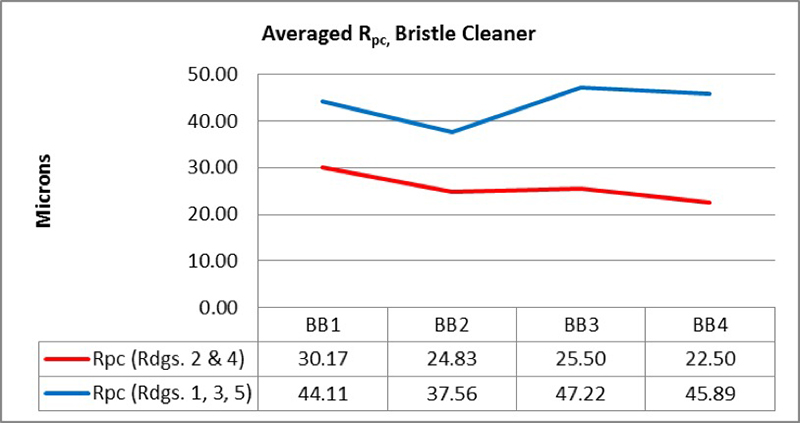
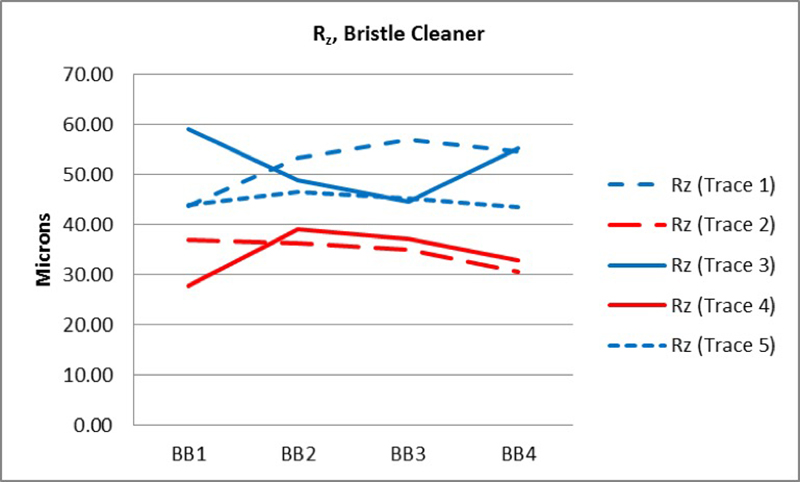
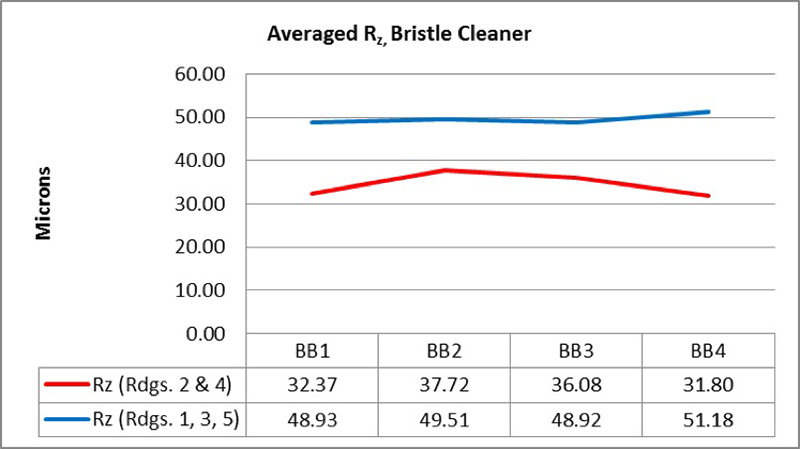
Les graphiques ci-dessous l'illustrent. Les traces individuelles sont présentées dans les graphiques 2 et 4. Pour les panneaux du nettoyeur à soies, les relevés 2 et 4 étaient systématiquement inférieurs aux relevés 1, 3 et 5 pour tous les paramètres. Les relevés 2 et 4 ont été effectués dans la direction du biais (en rouge), tandis que les relevés 1, 3 et 5 ont été effectués en travers du biais (en bleu). Les graphiques 3 et 5 affichent les résultats de toutes les traces prises avec le biais, dont la moyenne a été calculée, et de toutes les traces prises à travers le biais, dont la moyenne a été calculée.
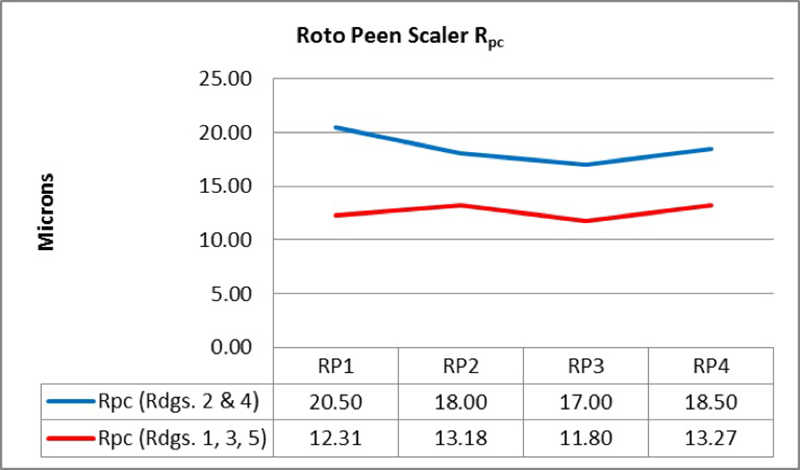
Pour les panneaux du mesureur roto peen, les traces individuelles sont présentées dans les graphiques 6 et 8. Les lectures 2 et 4 étaient systématiquement plus élevées pour tous les paramètres que les lectures 1, 3 et 5. Les lectures 2 et 4 ont été prises dans le sens du biais (en bleu), tandis que les lectures 1, 3 et 5 ont été prises avec le biais (en rouge). Les graphiques 7 et 9 affichent les résultats de toutes les traces prises avec le biais, dont la moyenne a été calculée, et de toutes les traces prises en travers du biais, dont la moyenne a été calculée.



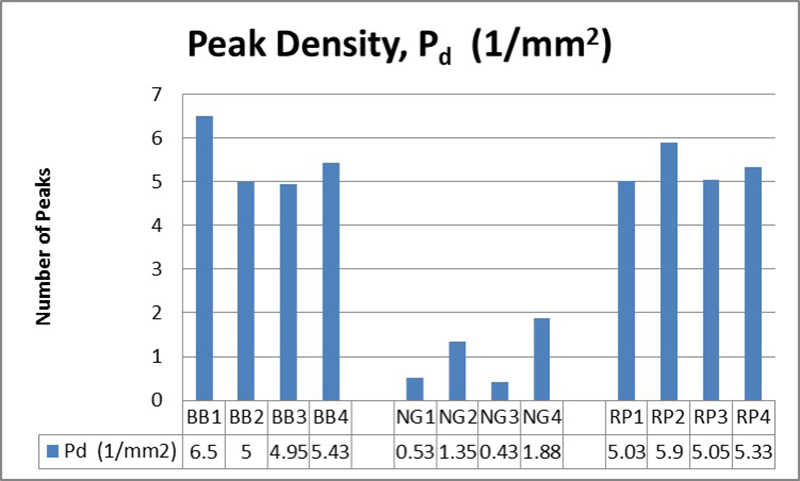
Lorsque l'on compare les densités maximales des trois types de panneaux, le panneau de détartrage à aiguille d'air présente des mesures nettement inférieures à celles des autres panneaux, comme le montre le graphique 10.
En raison des densités plus faibles, on a émis l'hypothèse que les lectures du micromètre de profondeur pourraient être affectées de manière négative en raison de la probabilité réduite de placer l'instrument dans les vallées les plus basses.
En comparant les méthodes de mesure, les premières observations ont montré que parmi les surfaces d'outils électriques et les méthodes de mesure, Replica Tape était la moins affectée par des influences telles que le biais ou le nombre de pics.
Une fois les essais terminés, l'analyse des données a montré que les résultats obtenus à l'aide de l'instrument de rugosité portable à stylet semblaient être fortement influencés par le biais directionnel des panneaux. Ce phénomène était surtout présent sur les panneaux traités avec le nettoyeur à poils et, dans une moindre mesure, sur les panneaux traités avec le détartreur rotatif.
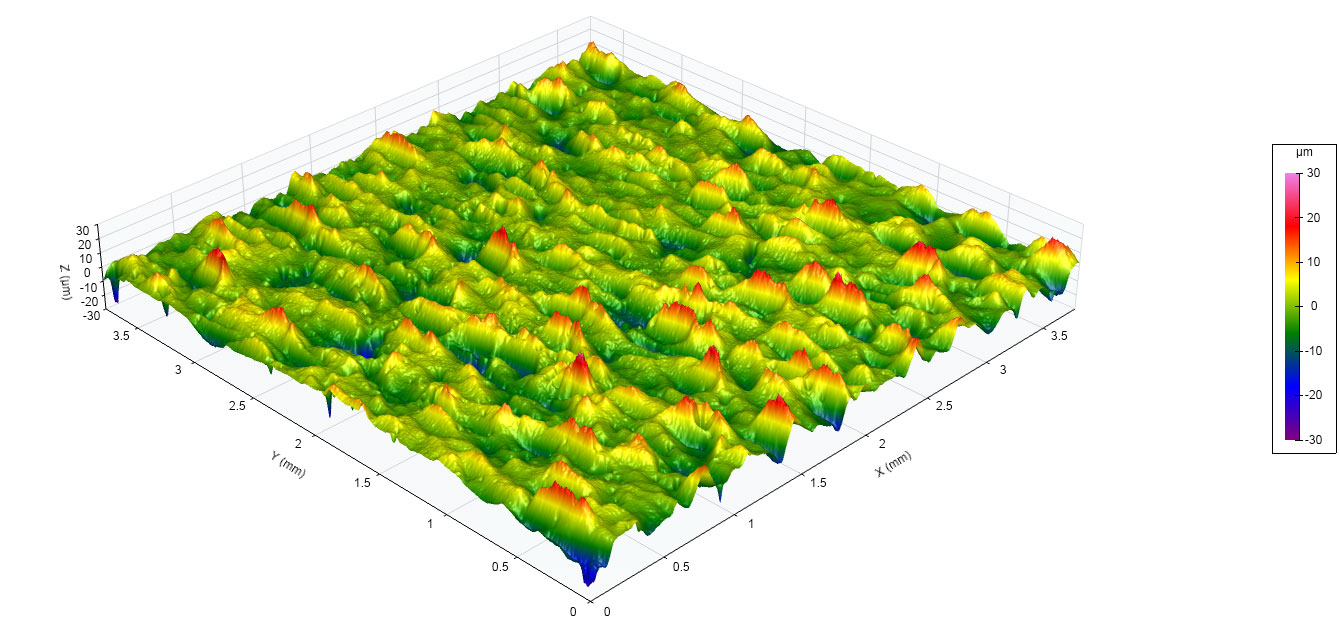
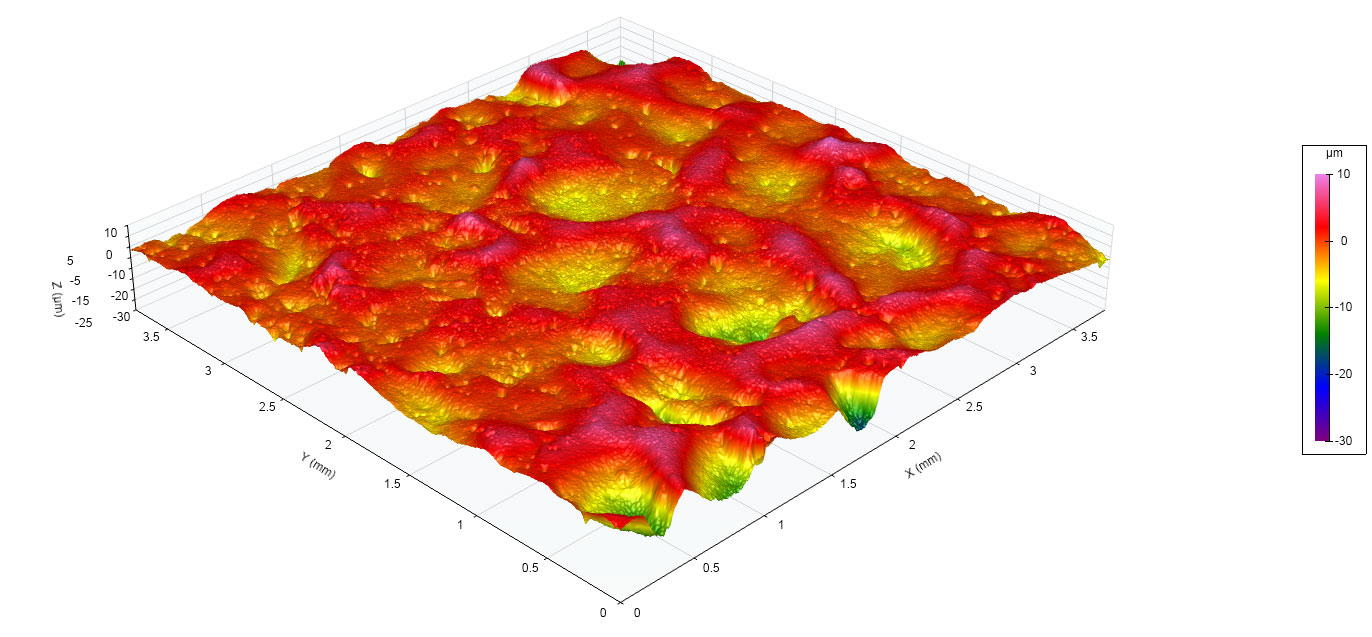
La première image 3D ci-dessous d'une surface préparée à l'aide d'un nettoyeur à poils (figure 6) montre des stries de gauche à droite, correspondant à la direction dans laquelle le nettoyeur à poils a été appliqué sur le panneau, créant essentiellement des vallées et/ou des pics qui s'alignent dans cette direction générale. La deuxième image 3D d'une surface préparée par un détartreur roto peen (figure 7) présente des caractéristiques similaires.

Afin de confirmer l'effet que cela avait sur les résultats acquis par l'instrument de rugosité à stylet, des tests supplémentaires ont été effectués sur les panneaux préparés par le nettoyeur de brosses, en accordant une attention particulière au biais directionnel.
Ce test supplémentaire a été effectué en prenant quatre mesures avec le biais et quatre mesures à travers le biais créé par le nettoyeur de poils. Deux valeurs, Rpc et Rz, ont ensuite été comparées entre les essais horizontal et vertical. Les résultats sont présentés ci-dessous dans les graphiques 11 et 12 :
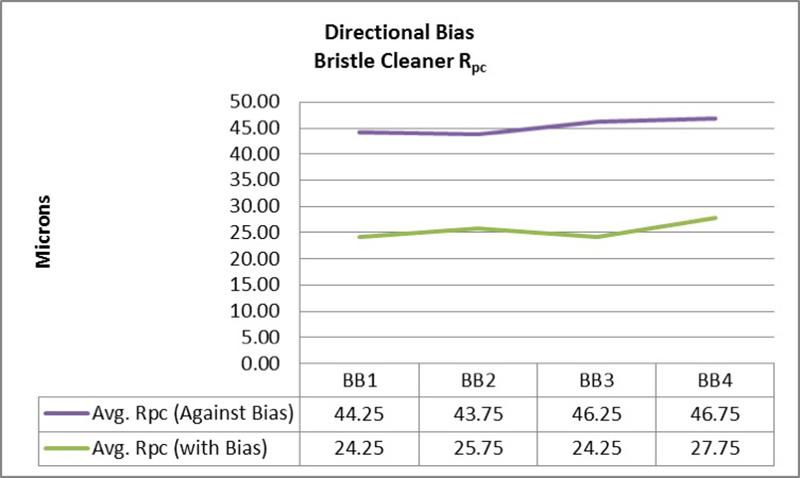
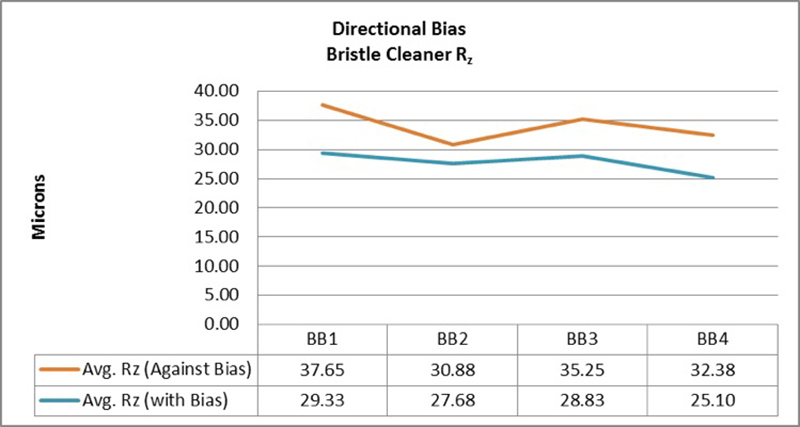
Les mesures prises avec le biais et à travers le biais ont donné des résultats nettement différents. Les mesures prises par cette méthode peuvent conduire à une caractérisation incorrecte de la surface si le biais directionnel n'est pas pris en compte ou n'est pas connu. Cela pourrait conduire à une application incorrecte ou insuffisante d'un revêtement. Les mesures effectuées à l'aide d'un ruban réplique ou d'un micromètre de profondeur n'ont pas été affectées par le biais directionnel.
Les manuels d'utilisation du fabricant ont été consultés pour le nettoyeur à poils et le détartreur rotatif afin de déterminer si des méthodes étaient discutées pour traiter le biais directionnel. Aucune instruction spécifique n'a été trouvée dans les manuels concernant le biais directionnel ou le développement de stries en surface. Le manuel du détartreur rotopercutant indique, en ce qui concerne le traitement de surface, que "pour assurer une couverture de martelage uniforme, utilisez un mouvement circulaire ou oscillant sur toute la surface".
Cependant, il n'existe pas d'instructions ou de suggestions d'utilisation qui traitent ou empêchent le biais directionnel de se produire.
Les résultats des mesures ont montré que les panneaux produits par le détartreur à aiguille d'air présentaient une densité de pointe faible par rapport aux autres panneaux produits par l'outil électrique. Les densités maximales plus faibles compliquent la tâche du micromètre de profondeur pour déterminer la hauteur réelle entre le sommet et la vallée. En effet, la probabilité statistique que la pointe du micromètre se pose directement sur le point le plus bas du profil est plus faible. Si l'instrument ne trouve pas la dépression la plus basse du profil, les résultats seront faussement bas. Un rendu 3D d'une surface préparée par un détartreur à aiguille d'air est présenté ci-dessous dans la figure 8. On peut clairement voir que la surface contient peu de pics et/ou de vallées distincts et qu'elle semble principalement arrondie et plate.
Après avoir observé de faibles densités de crête en utilisant l'imagerie numérique de la bande de réplique, il a été déterminé que l'augmentation du nombre de mesures prises avec le micromètre de profondeur produisait des mesures de crête à vallée plus précises. Pour tester cette hypothèse, le nombre de mesures prises à chaque endroit a été doublé à 20, soit un total de 100 mesures par panneau. En doublant le nombre de mesures, le résultat est plus représentatif de ceux obtenus avec un instrument de rugosité à stylet et un ruban de réplique, comme le montre le graphique 13.

Pour trois des quatre panneaux examinés, le fait de doubler le nombre de mesures du micromètre de profondeur par tache a donné des valeurs plus étroitement corrélées avec l'instrument de rugosité à stylet et le ruban de réplique. Bien qu'elle n'ait pas été étudiée ici, une augmentation supplémentaire du nombre de lectures par point peut donner des lectures plus cohérentes avec les autres méthodes.
On suppose que l'instrument de mesure de la rugosité du stylet sera affecté de la même manière par une densité de crête plus faible. Cependant, l'instrument de mesure de la rugosité du stylet mesure sur une plus grande surface que le micromètre de profondeur, et cette plus grande surface de mesure peut être suffisante pour capturer le pic le plus élevé et la vallée la plus basse. Quoi qu'il en soit, la probabilité de trouver la véritable hauteur maximale du profil pic-vallée sur les surfaces préparées par le détartreur à aiguille à air est réduite, simplement en raison du nombre plus faible de pics et de vallées distincts.
Les mesures dérivées du ruban réplique n'ont pas été affectées par le biais directionnel ou la densité de pointe, contrairement aux mesures prises par d'autres méthodes de mesure. Cette méthode a fourni des résultats cohérents sur les trois surfaces nettoyées à l'aide d'un outil électrique.
Dans le cas de panneaux affectés par un biais directionnel, la zone de mesure de la bande de réplique capture les motifs dans les deux directions du biais. Puisque HL est mesuré comme la hauteur maximale de pic à vallée sur toute la surface, le biais n'a aucun effet. Pour cette raison, les résultats des mesures du ruban de réplique étaient plus représentatifs de la surface et ne nécessitaient pas de modification de la méthode de mesure pour produire des résultats significatifs.
De même, les mesures de la bande de réplique n'ont pas été affectées négativement par la densité des pics. Comme la zone de mesure du ruban de réplique est plus grande que la distance horizontale entre les pics et les vallées, la densité réduite n'a pas été un facteur. Encore une fois, en raison de la grande surface de mesure du ruban de réplique, les lectures étaient plus représentatives qu'avec le micromètre ou l'instrument de rugosité à stylet.
La méthode C, le ruban de réplique et les micromètres à ressort, a mesuré les surfaces produites par les trois outils avec le plus de précision, principalement parce que la surface échantillonnée est plus grande que celle des autres méthodes. L'augmentation de la surface de mesure du ruban réplique a permis de prendre en compte les caractéristiques des surfaces créées par les outils électriques qui ont eu un impact négatif sur les autres méthodes de mesure.
Les surfaces créées par des outils électriques présentent des caractéristiques qui doivent être prises en compte lors du choix d'une méthode de mesure du profil de surface. Les outils qui laissent des stries directionnelles (biais) sur la surface peuvent entraîner des mesures inexactes des paramètres du profil de surface lorsque des instruments de rugosité à stylet portables sont utilisés. Les outils qui produisent des profils de surface avec de faibles densités de crête ne sont pas prévus dans les normes (ASTM D4417) et, par conséquent, des mesures de crête à vallée plus faibles sont rapportées lors de l'utilisation d'un micromètre de profondeur conformément à cette méthode d'essai. Le fait de ne pas tenir compte de ces caractéristiques peut entraîner des résultats inexacts.
Bien que l'utilisation d'instruments de rugosité à stylet portables et de micromètres de profondeur sur des surfaces préparées par des outils électriques présente des limites, des modifications peuvent être apportées aux méthodes de mesure pour permettre à ces instruments de mesurer efficacement ces surfaces. Les instruments de rugosité à stylet de la méthode D n'étaient pas adaptés pour mesurer le profil de la surface sur ces surfaces, à moins de prendre soin de ne mesurer que le biais. Les lectures des micromètres de profondeur de la méthode B suggèrent que les résultats seraient améliorés en augmentant le nombre de lectures pour tenir compte de la faible densité des pics.
En outre, les résultats des micromètres de profondeur de la méthode B ont clairement montré que l'utilisation de la moyenne des maximums pour les cinq emplacements produisait des résultats qui correspondaient plus étroitement aux résultats des autres méthodes de mesure que l'utilisation de la moyenne des 50 lectures individuelles. Cela corrobore d'autres études ayant abouti aux mêmes conclusions, notamment "Surface Profile - A Comparison of Measurement Methods" de D. Beamish9, où cette méthode a été proposée pour la première fois.
Le graphique 14 montre les résultats de toutes les méthodes de mesure après que des ajustements aient été effectués pour tenir compte des erreurs causées par le biais directionnel et la faible densité de pic. Le biais directionnel a été pris en compte sur les panneaux préparés par le nettoyeur à poils et le mesureur roto peen en supprimant les mesures de trace prises dans la direction du biais. Cela a donné un résultat qui était en moyenne 13,2% plus proche des résultats de la bande de réplique pour les panneaux nettoyés à la brosse, et une moyenne de 8,9% plus proche des lectures de la bande de réplique pour les panneaux traités par roto peen.
La faible densité des pics sur les panneaux du détartreur à aiguille d'air a été prise en compte en traçant les résultats avec 10 et 20 lectures par point, et en rapportant la moyenne des maximums pour les cinq emplacements. Ce faisant, les relevés effectués par le micromètre de profondeur ont montré une corrélation plus étroite de 15,9 % avec les relevés de l'instrument portable de rugosité à stylet, et une corrélation plus étroite de 14,2 % avec les relevés de la bande réplique.
En revanche, les résultats de la bande réplique sont affichés tels qu'ils ont été mesurés, sans modification pour les effets de surface. Il est clair que les résultats non modifiés de la bande sont conformes aux autres méthodes de mesure.
Ces résultats suggèrent fortement que le ruban réplique présente une solution plus simple et plus efficace pour mesurer sur des surfaces créées par de multiples outils électriques. Le ruban ne nécessite aucune considération spéciale pour le biais ou la densité de crête. Contrairement à d'autres méthodes de mesure qui nécessitent la prise en compte des effets de profil créés par les outils électriques, les résultats du ruban de réplique peuvent être utilisés tels quels.
Dans l'industrie de la peinture et du revêtement, des recherches importantes ont été menées pour évaluer les profils nettoyés au jet de sable sur des substrats en acier.
ISO 8503-5-Préparationdes substrats en acier avant application des peintures et produits connexes - Caractéristiques de rugosité de surface des substrats en acier grenaillés - Partie 5 : Méthode de la bande réplique pour la détermination du profil de surface3
L'ISO 8503-5 décrit la préparation des substrats en acier avant l'application de peintures et de produits connexes et les caractéristiques de rugosité de surface des substrats en acier nettoyés au jet de sable :
1 Scope
Le présent document décrit une méthode de terrain pour mesurer le profil de surface produit par l'une des procédures de nettoyage par sablage abrasif données dans la norme ISO 8504-2. La méthode utilise un ruban réplique et une jauge appropriée pour mesurer, sur site, la rugosité d'une surface avant l'application d'une peinture ou d'un autre revêtement de protection.
La méthode est applicable dans la plage de hauteurs de profil citée pour une qualité (ou une épaisseur) donnée de ruban réplique. Les qualités commerciales actuellement disponibles permettent de mesurer des profils moyens de crête à vallée de 20 μm à 115 μm. La méthode est valable pour les surfaces qui ont été nettoyées avec des abrasifs.
ASTM D7127-Standard Méthode d'essai pour la mesure de la rugosité de surface des surfaces métalliques nettoyées au jet abrasif à l'aide d'un instrument portable à stylet4
La norme ASTM D7127 décrit la mesure de la rugosité de surface des surfaces métalliques nettoyées au jet d'abrasif à l'aide d'un instrument portable à stylet :
1. Champ d'application
1.1 La présente méthode d'essai décrit une procédure d'atelier ou de chantier pour la détermination des caractéristiques de rugosité des surfaces préparées pour la peinture par projection d'abrasif. La procédure utilise un instrument de traçage de profil à stylet, portable, avec ou sans patins. Les caractéristiques mesurées sont : Rt et Rpc. Des mesures supplémentaires de la hauteur du profil (Rmax et/ou Rz) peuvent également être obtenues selon l'accord entre l'acheteur et le vendeur.
NACE SP0287-Mesure sur le terraindu profil de surface des surfaces en acier nettoyées au jet d'abrasif à l'aide d'un ruban réplique5
La norme NACE SP0287 décrit et caractérise une procédure de mesure du profil de surface de l'acier nettoyé par grenaillage. La technique de mesure utilise un ruban qui reproduit le profil de la surface. D'autres méthodes courantes de mesure du profil de surface ne sont pas abordées :
1.1 Ce site standard décrit une procédure de mesure sur site du profil de surface des surfaces d'acier nettoyées au jet d'abrasif dont le profil de surface, tel que défini à la section 2, est compris entre 38 et 114 μm (1,5 et 4,5 mils).
ASTM D4417-Standard Méthodes d'essai pour la mesure sur le terrain du profil de surface d'un acier nettoyé par sablage.
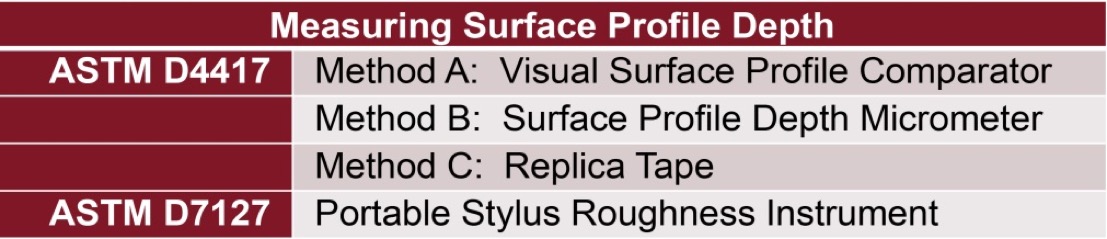
La norme ASTM D4417 décrit trois méthodes d'évaluation du profil de surface des surfaces en acier grenaillé dans le tableau 1 ci-dessous :
1. Champ d'application
1.1 Ces méthodes d'essai décrivent les techniques de mesure du profil des surfaces nettoyées au jet d'abrasif en laboratoire, sur le terrain ou dans l'atelier de fabrication.
SSPC PA 17-Détermination de laconformité du profil6
SSPC PA 17 fournit des conseils supplémentaires pour déterminer la conformité aux exigences du profil de surface. Alors que les normes ASTM décrivent comment prendre des mesures, la SSPC PA 17 se concentre sur l'endroit où prendre ces mesures et à quelle fréquence.
Les procédures et les descriptions relatives à l'évaluation des surfaces nettoyées avec des outils électriques sont largement absentes de ces normes industrielles. L'utilisation d'outils électriques devenant de plus en plus répandue, il est de plus en plus important de déterminer la meilleure et la plus précise façon d'évaluer ces surfaces.
Dans ces normes, il n'y a qu'une seule mention de la façon d'évaluer les surfaces préparées par des outils électriques. Le paragraphe 1.2 de la norme ASTM D4417-14 stipule : "La méthode B peut également convenir à la mesure du profil produit par l'utilisation d'outils électriques."
En l'absence de normes et/ou de directives, il existe peu d'informations permettant de savoir si la méthode B de la norme ASTM D4417 est la meilleure méthode pour toutes les surfaces préparées avec des outils électriques ou s'il existe d'autres solutions plus dynamiques pour mesurer les surfaces. Les surfaces préparées avec des outils électriques présentent des caractéristiques qui ne sont pas présentes dans les surfaces nettoyées par sablage, à savoir un biais directionnel et des variations de densité de crête entre les outils. L'impact de ces caractéristiques sur des méthodes de mesure spécifiques n'est pas bien connu.
1 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel " (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
2 D. Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, février 2015, pp. 1 - 6.
3 ISO 8503-5 "Préparation des substrats en acier avant l'application de peintures et de produits connexes - Caractéristiques de rugosité de surface des substrats en acier nettoyés au jet - Partie 5 : Méthode de la bande réplique pour la détermination du profil de surface" (Organisation internationale de normalisation (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genève 20, Suisse)
4 ASTM D7127 "Standard Méthode d'essai pour la mesure de la rugosité de surface des surfaces métalliques nettoyées au jet abrasif à l'aide d'un instrument portable à stylet1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
5 NACE Standard SP0287, " Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape ". (Houston, TX : NACE, 2016)
6 SSPC-PA-17 "Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements" (SSPC : the Society for Protective Coatings,800 Trumbull Drive, Pittsburgh, PA 15205, USA)
7 ASME Y14.36M 1996 "Surface Texture Symbols" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
8 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
9 D. Beamish, "Profil de surface - une comparaison des méthodes de mesure", DeFelsko Corporation, janvier 2013.

.jpg)



