
David Beamish, DeFelsko Corporation
Publié à l'origine dans : Materials Performance (février, 2004) ; Section Coatings & Linings
Mise à jour : Octobre, 2021
Des conditions environnementales optimales sont essentielles pour la préparation de la surface, l'application et le durcissement des revêtements et des garnitures afin de maximiser leur performance. Cet article présente les cinq conditions environnementales qui doivent être observées et mesurées et l'effet de chaque condition sur la réussite du travail. Il présente également plusieurs appareils de mesure mécaniques et électroniques et traite de l'utilisation correcte de chaque instrument.
La préparation de la surface et l'application des revêtements et des garnitures doivent être effectuées dans des conditions environnementales optimales pour aider à prévenir les défaillances. Une variété d'instruments sont disponibles pour mesurer les cinq conditions qui doivent être observées et suivies :
Il est bien connu que la plupart des revêtements ne sèchent pas correctement at basse température et à forte humidité relative (HR). L'impact de l'humidité de surface sur la durée de vie et les performances des matériaux est moins bien compris.
L'humidité se forme sur une surface lorsque de air chaud et humide entre en contact avec elle, un processus appelé condensation. L'humidité fait rouiller l'acier non protégé. Piégée entre un revêtement et un substrat, l'humidité risque de provoquer une défaillance prématurée du système appliqué.
Une légère condensation sur les surfaces grenaillées peut être difficile à observer. Plutôt que de détecter cette humidité, des instruments sont utilisés pour aider à évaluer le risque de formation d'humidité en premier lieu. Des tests doivent être effectués pour calculer la température du point de rosée avant, pendant et après le processus de revêtement. La température du point de rosée doit être comparée à la température de la surface pour s'assurer que les deux sont suffisamment éloignées pour que la formation d'humidité soit improbable.
Une observation attentive des conditions atmosphériques et une bonne compréhension de leur impact sur la qualité et la santé à long terme des applications de revêtement et de garniture sont importantes pour tous les entrepreneurs et inspecteurs.
Les premiers paramètres nécessaires pour évaluer le risque de formation d'humidité sur un substrat sont la température de la surface à préparer ou à revêtir et la température de l'air à proximité de cette surface. At nuit, l'acier rayonne généralement de la chaleur et est refroidi à une température inférieure à celle de air . Pendant la journée, il absorbe la chaleur et est généralement plus chaud que la température de air .
La température de la surface étant souvent différente de celle de air , en particulier pour les travaux effectués à l'extérieur, les deux températures doivent être mesurées pour éviter les problèmes d'application si la température de air ou de l'acier devient trop chaude ou trop froide pour permettre la formation d'un film satisfaisant. L'application at températures incorrectes peut entraîner des défauts tels que : cloquage, piquage, cratérisation, pulvérisation sèche et fissuration par la boue. Le fabricant du revêtement doit spécifier les températures de surface maximales et minimales pour l'application d'un revêtement.
Selon lanorme ASTM D3276, "Standard Guide for Painting Inspectors (Metal Substrates) "1, la température minimale de surface pour l'application d'un revêtement est généralement de 5ºC (40ºF). Elle peut être aussi basse que 0ºF (-18ºC) pour les systèmes à un ou deux composants à "polymérisation à froid" ou 50ºF (10ºC) pour les systèmes conventionnels à deux composants. Les spécifications de la peinture peuvent également stipuler que la peinture ne doit pas être entreprise lorsque la température baisse et qu'elle se situe à moins de 3ºC (5ºF) de la limite inférieure.
La température maximale de la surface pour l'application du revêtement est généralement de 50ºC (125ºF), sauf indication contraire. Une surface trop chaude peut provoquer l'évaporation si rapide des solvants du revêtement que l'application est difficile, que des cloques se forment ou qu'un film poreux se forme.
La vitesse de polymérisation est directement influencée par l'humidité relative, c'est-à-dire la quantité d'humidité dans l'air exprimée en pourcentage de la quantité totale (saturation) possible at une température donnée. L air chargé d'humidité ne peut pas contenir autant de solvant que l'air sec. Par conséquent, une humidité relative élevée peut retarder le taux d'évaporation du solvant. C'est pourquoi l'humidité relative maximale at laquelle les revêtements ou les garnitures peuvent être appliqués et durcis est généralement fixée at 85 %. Toutefois, certains revêtements ont besoin d' humidité pour durcir. Il est donc important de vérifier les spécifications du revêtement.
La température du point de rosée est la température at laquelle l'humidité commence à se former sur une surface en acier. C'est la température à laquelle un volume d'air doit être refroidi pour atteindre la saturation. Elle est fonction de la température de air et de l'humidité relative.
Le dernier paramètre à noter est le degré d'écart entre la température de surface et la température du point de rosée. De l'humidité se formera probablement si elles sont identiques. Même si elles sont proches, le risque de formation d'humidité peut être inacceptable. Des documents tels que la norme ASTM D3276 et la norme internationale standard ISO 8502-42 stipulent que la température de surface doit être supérieure d'au moins 5ºF (3ºC) à la température du point de rosée pendant les trois phases critiques du revêtement : préparation, application et durcissement. Cet écart minimum permet également de réduire la température de surface lors de l'évaporation des solvants ou de l'application de matériaux de revêtement froids.
La température de air , la température du point de rosée et l'humidité relative peuvent être déterminées à l'aide d'un psychromètre à fronde ou à pile. Ces instruments sont équipés de deux thermomètres. Le premier thermomètre, appelé "bulbe sec", mesure la température de air ambiant. Le second thermomètre est enveloppé dans une chaussette en mousseline ou une mèche qui est mouillée avant d'être utilisée, d'où le nom de "bulbe humide". Cette "température de bulbe humide" représente la perte de chaleur due à l'évaporation de l'eau dans la chaussette. Une faible humidité relative entraîne un taux d'évaporation plus rapide et une température de bulbe humide plus basse qu'une humidité élevée.
Le psychromètre à fronde (figure 1) est agité dans l'air pour obtenir les deux valeurs de température. Le psychromètre électrique reste immobile tandis qu'un ventilateur motorisé aspire l'air à travers les thermomètres.

Lisez attentivement les instructions. L'instrument doit être inspecté et préparé correctement avant chaque test. Inspectez régulièrement la couverture humide et maintenez-la en bon état. L'évaporation de l'eau de la mousseline laisse toujours une petite quantité de matière solide. Il est donc souhaitable d'utiliser une eau aussi pure que possible et de renouveler la mousseline de temps en temps.
L'emplacement physique du test et le temps passé à faire tourbillonner ou à souffler de air sur le bulbe humide sont des facteurs qui affectent directement la précision du résultat du test. Les thermomètres doivent être tournoyés rapidement pendant 15 ou 20 secondes, puis arrêtés et lus rapidement - le bulbe humide en premier, car il commencera à changer lorsque le mouvement d'air s'arrêtera. Le test doit être répété jusqu'à ce que deux lectures ou plus du bulbe humide soient égales à la lecture la plus basse obtenue.
Pour une meilleure précision, le psychromètre doit être mis en rotation à l'ombre. L'observateur doit faire face au vent et faire quelques pas en avant et en arrière pour éviter que son corps ne nuise aux observations. Sachez que lorsque la température est proche ou inférieure au point de congélation, le psychromètre n'est pas un instrument très fiable pour mesurer l'humidité3.
Un psychromètre ne mesure pas directement l'humidité relative et la température du point de rosée. Ces valeurs sont calculées à l'aide d'une formule dans laquelle sont insérées les températures du bulbe sec et de la nappe phréatique. Il existe des graphiques et des calculateurs de règles psychrométriques. Les tableaux tels que les tables psychrométriques du U.S. Weather Bureau(figure 2) facilitent quelque peu cette détermination. Sélectionnez le tableau correspondant à la pression atmosphérique locale pour ce jour-là : cette valeur peut être obtenue auprès du bureau météorologique de l'aéroport le plus proche. En général, on utilise 30 pouces (76 cm) de mercure, ce qui correspond au niveau de la mer. At altitudes plus élevées, on utilise 29 à 23 pouces (74 à 58 cm).

Lisez attentivement les thermomètres car il existe de nombreuses possibilités d'erreurs d'interpolation. De légères différences dans les valeurs obtenues à partir des échelles de température et des tables de consultation de l'humidité peuvent entraîner des résultats considérablement différents.
Voici un exemple : Supposons que les thermomètres à bulbe sec et humide se lisent par incréments de 1 degré, mais que vous puissiez interpoler à un ½ degré près. Avec une précision typique de +1 degré, si la température au thermomètre sec était de 23,9ºC (75ºF) et la température au thermomètre humide de 22,8ºC (73ºF), les valeurs enregistrées pourraient ressembler à celles du tableau 1.

Bien que les deux valeurs du thermomètre soient dans les limites de la tolérance, le calcul de la formule d'humidité qui en résulte diffère de 8,8 points de pourcentage ! Si l'on utilise une table de recherche au lieu d'une formule de calcul, la différence peut être encore plus grande. Ce budget d'erreur est le plus important dans les calculs de l'humidité et de la sécheresse de l'ampoule à at humidité relative très faible et très élevée.
L'humidité relative peut également être lue directement sur un hygromètre ou enregistrée en continu avec un hydrographe.
Un thermomètre de surface comme celui illustré à la figure 3 utilise un élément de détection bimétallique. Il peut être fixé magnétiquement à une surface en acier, et du ruban adhésif le maintiendra sur d'autres surfaces.
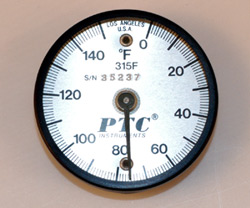
Les thermomètres doivent rester en place pendant une période suffisante pour que la température se stabilise - généralement 2 ou 3 minutes. Tapez légèrement sur le cadran avant de faire une lecture finale et prenez soin de lire droit devant. Évitez la lumière directe du soleil, le vent, le rayonnement thermique, les conduits de chauffage ou de ventilation, ou toute autre condition de ce type. Obtenez des données pour les zones chaudes et froides ainsi que pour les zones moyennes.
Les thermomètres infrarouges numériques sans contact, tels que le PosiTector IRT ou PosiTector DPM IR, peuvent également être utilisés pour mesurer la température de surface. Lisez attentivement les instructions de l'instrument. Plus l'appareil est tenu loin de la surface, plus la zone de mesure est étendue, ce qui peut entraîner des erreurs.
Les conditions atmosphériques changent constamment : les mesures et les calculs doivent donc être effectués fréquemment. Quatre heures est une période minimale typique. Il est recommandé de mesurer différents endroits et d'enregistrer les conditions avant, pendant et après le travail. Certaines spécifications exigent une mesure continue pendant que l'acier nettoyé au jet d'abrasif est exposé ou pendant que les revêtements ou les doublures durcissent : la mesure continue garantit que le métal est plus chaud que le point de rosée.
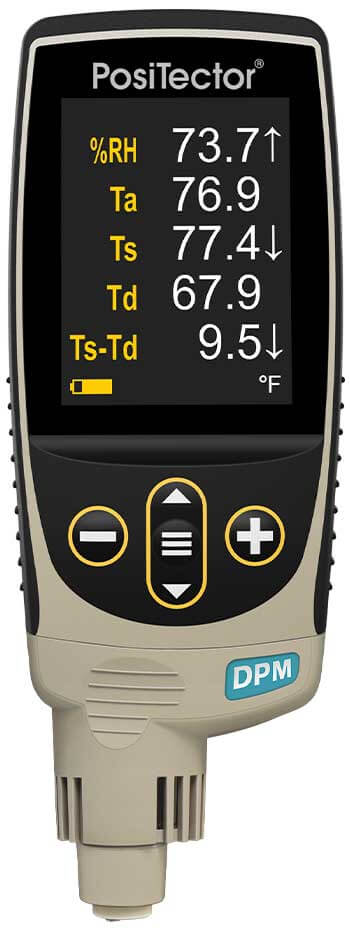
Certains compteurs ne calculent que la température du point de rosée, mais les instruments les plus pratiques sont équipés d'une sonde de température de surface(figure 4). Une sonde de température de surface permet au compteur de calculer et d'afficher l'importante valeur delta - la différence entre la température de surface et celle du point de rosée.
La mesure en continu est l'une des raisons pour lesquelles les instruments numériques tout-en-un deviennent rapidement populaires. Ils simplifient considérablement le processus de mesure et de calcul des paramètres environnementaux critiques. Les capteurs de précision à réponse rapide fournissent des relevés précis et répétables avec une grande fiabilité et une stabilité à long terme. Des certificats d'étalonnage montrant la traçabilité directe aux normes du National Institute of Standards and Technology sont généralement disponibles.
Le compteur de point de roséePosiTector DPM affiche en continu et simultanément les cinq paramètres environnementaux sur l'écran à cristaux liquides. Non seulement les valeurs sont affichées, mais elles peuvent être enregistrées dans la mémoire de l'appareil at appuyant sur un bouton, avec la date et l'heure. Mieux encore, il suffit d'entrer un intervalle de temps pour que l'appareil soit laissé sans surveillance et enregistre les cinq valeurs at cet intervalle, par exemple toutes les 15 minutes ou toutes les heures(figure 5). Les données enregistrées peuvent être stockées jusqu'à ce que le compteur de point de rosée soit récupéré sur place, ou l'utilisateur peut activer la surveillance à distance et voir les données en direct sur le terrain. Cette fonction est pratique pour conserver un enregistrement complet des conditions environnementales avant, pendant et après l'application du revêtement.

Les instruments tout-en-un, tels que le compteur de point de roséePosiTector DPM, offrent généralement une plus grande précision, une plus grande simplicité et une réponse plus rapide que les méthodes mécaniques. Ils sont faciles à utiliser d'une seule main, ce qui est pratique pour monter sur une échelle ou un échafaudage ou pour atteindre des endroits éloignés ou de petites zones difficiles d'accès. L'affichage est rapide et continu.
D'autres appareils de mesure du point de rosée tout-en-un, tels que le PosiTector DPM L Dew Point Meter Logger, sont dotés de conteneurs étanches et peuvent mesurer de manière autonome les conditions environnementales pendant 200 jours sans qu'il soit nécessaire de changer les piles.
Un autre avantage des instruments numériques est qu'ils éliminent une grande partie des incertitudes liées aux mesures. De nombreux modèles sont dotés d'alarmes qui alertent automatiquement l'utilisateur lorsque la température de surface est trop proche de la température du point de rosée ; cette caractéristique signale un risque élevé de formation d'humidité. La plupart affichent les valeurs en degrés Celsius ou Fahrenheit. Certains n'enregistrent la valeur de la température de surface qu'après stabilisation de cette valeur. En d'autres termes, touchez une surface froide ou chaude et l'instrument mesurera la température au fur et à mesure qu'elle baisse ou augmente jusqu'à la température réelle de la surface. Quelques secondes plus tard, lorsque la jauge détermine que la lecture s'est stabilisée, elle émet un bip et fige l'affichage. Ceci est particulièrement pratique pour mesurer des zones éloignées où l'affichage est difficile ou impossible à voir.
1. ASTM D3276-15e1, "Standard Guide for Painting Inspectors (Metal Substrates) " (West Conshohocken, PA : ASTM 2015)
2. ISO 8502-4:2017, "Préparation des substrats en acier avant application des peintures et produits connexes - Essais pour l'évaluation de la propreté des surfaces -à la fois au bulbe humide et au bulbe sec - Partie 4 : Guide pour l'estimation de la probabilité de condensation avant application de la peinture" (Genève, Suisse : ISO, 2017).
3. ASTM E337-15, "Standard Test Method for Measuring Humidity with a Psychrometer (the Measurement of Wet- and Dry-Bulb Temperatures) " (West Conshohocken, PA : ASTM 2015)

DAVID BEAMISH (1955 - 2019), ancien président de DeFelsko Corporation, un fabricant new-yorkais d'instruments de test de revêtement portatifs vendus dans le monde entier. Il était titulaire d'un diplôme d'ingénieur civil et avait plus de 25 ans d'expérience dans la conception, la fabrication et la commercialisation de ces instruments de test dans une variété d'industries internationales, notamment la peinture industrielle, l'inspection de la qualité et la fabrication. Il a dirigé des séminaires de formation et a été un membre actif de diverses organisations, notamment NACE, SSPC, ASTM et ISO.







