
Cet article décrit l'utilisation des jauges d'épaisseur de revêtement DeFelsko dans l'industrie de la galvanisation. Il décrit les différents types de jauges portatives, le processus de mesure, plusieurs précautions à prendre, et une section Q&R pour les questions les plus fréquemment posées concernant cette application.
L'acier se corrode lorsqu'un électrolyte relie des anodes et des cathodes sur une surface en acier. La formation de la cellule de corrosion entraîne la formation d'un oxyde de fer floconneux appelé rouille.
Pour éviter la rouille, il faut empêcher la formation de la cellule de corrosion. Deux méthodes courantes pour prévenir la corrosion sur l'acier sont :

Lagalvanisation est le processus par lequel une couche d'anode sacrificielle de zinc est appliquée à la surface d'une pièce en acier fabriquée pour assurer une protection contre la corrosion. L'étape finale de ce processus est l'inspection :
L'épaisseur du revêtement galvanisé est directement liée à :
Une couche de galvanisation plus épaisse se traduit par une durée de vie plus longue de la pièce revêtue. Par conséquent, l'inspection de l'épaisseur du revêtement de zinc est l'étape la plus importante pour déterminer la qualité d'un revêtement galvanisé.
La taille, la forme et le nombre de pièces à tester déterminent la méthode d'essai appropriée. Les méthodes d'essai spécifiées sont classées en deux catégories : destructives et non destructives.
Il existe quatre façons de mesurer l'épaisseur de la galvanisation :


La méthode la plus pratique pour mesurer l'épaisseur de la galvanisation est la méthode non destructive utilisant le principe magnétique pour déterminer l'épaisseur du revêtement. Ce test est :
Parce qu'elle est non-destructive, la mesure magnétique de l'épaisseur est la méthode la plus courante pour évaluer l'épaisseur du revêtement de galvanisation.
Les jauges d'épaisseur de revêtement qui fonctionnent sur un principe magnétique sont conçues pour mesurer les revêtements non magnétiques appliqués sur les métaux ferreux. Les trois types les plus courants de jauges d'épaisseur à principe magnétique entrent dans l'une des deux catégories suivantes :

1. Jauges d'épaisseur mécaniques pour la galvanisation
2. Jauges électroniques d'épaisseur de galvanisation
Style Pen mécanique
Mécanique - Type de cadran

Électronique



Précautions :
Lorsque vous utilisez une jauge d'épaisseur de revêtement mécanique, effectuez les étapes suivantes :
Lorsque vous utilisez une jauge d'épaisseur de revêtement électronique, effectuez les étapes suivantes :
Les systèmes de revêtement duplex utilisent une combinaison de deux systèmes de protection contre la corrosion - généralement une peinture ou un revêtement en poudre sur de l'acier galvanisé (métallisation par immersion à chaud, électrolyse ou projection de zinc). La protection contre la corrosion qui résulte d'un système de revêtement duplex est supérieure à l'un ou l'autre des systèmes de protection utilisés indépendamment.
Le PosiTector 6000 FNDS de DeFelsko mesure de manière non destructive les épaisseurs individuelles de la peinture et de la couche de zinc galvanisé dans un système de revêtement duplex avec une seule lecture.
Consultez notre note d'application sur la mesure de l'épaisseur du système de revêtement Duplex pour en savoir plus.

Les jauges magnétiques d'épaisseur de revêtement rapportent les valeurs de mesure en unités de distance linéaire, et non en poids de revêtement. Cependant, la lecture de la jauge peut facilement être convertie en une expression du poids du revêtement.

Le graphique précédent est caractérisé dans le texte ci-dessous :
Pour convertir de : | Vers : | Multiplier par :
- oz./ft2 | mils | 1.684
- oz./ft2 | microns | 42.78
- oz./ft2 | gm/m2 | 305.15
- mils | microns | 25.4
- mils | gm/m2 | 181.18
- mils | oz./ft2 | 0.5938
- microns | gm/m2 | 7.133
- microns | oz./ft2 | 0.023375
- microns | mils | 0.03937
- gm/m2 | oz./ft2 | 0.03277
- gm/m2 | mils | 0.005519
- gm/m2 | microns | 0,14019

Exemple A : Imaginez que vous preniez une mesure sur une bobine d'acier revêtue de zinc galvanisé à l'aide d'une jauge PosiTector 6000 F et que vous obteniez une lecture de l'épaisseur d'un seul côté de "0,35 mils". Cette valeur peut être facilement convertie en oz/ft² à l'aide de la méthode suivante :
Exemple B : Vous pouvez également confirmer rapidement qu'une tôle d'acier galvanisée répond à un poids de revêtement spécifique. Selon la norme ASTM A653, une désignation de revêtement G90 signifie que le poids du zinc sur les deux faces d'une tôle d'acier est de 0,90 oz/pi².
Cependant, une jauge d'épaisseur magnétique ne mesure qu'un seul côté. Par conséquent :
0,45 oz./pi² x 1,684 = 0,76 mils par côté, ou 0,45 oz./pi² x 42,78 = 19 microns par côté
Exemple C : Pour calculer des grammes/mètre² à partir d'un résultat affiché en microns, il faut d'abord multiplier la lecture de la jauge (ou la moyenne d'une série de lectures) par un facteur de 2, puis multiplier ce résultat par 7,133. Le calcul final indiquera le poids du revêtement pour les deux faces de la pièce revêtue.
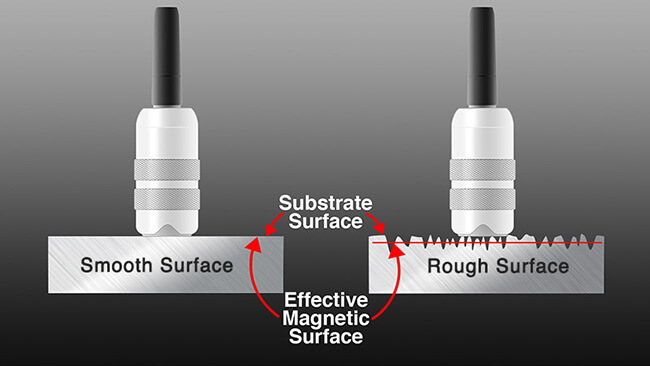
R : Bien que la surface galvanisée puisse sembler lisse, il existe une rugosité microscopique de la surface, tant sur le zinc que sur l'acier. Par conséquent, la meilleure représentation de l'épaisseur du revêtement est obtenue en faisant la moyenne d'une série de lectures, conformément à la norme ASTM A123.
R : Les jauges magnétiques d'épaisseur de revêtement rapportent les valeurs de mesure en unités de distance linéaire, et non en poids de revêtement. Cependant, la lecture de la jauge peut facilement être convertie en une expression du poids du revêtement en utilisant une table de conversion ou un facteur de multiplication.

R : Selon la norme ASTM A653, la désignation de revêtement G90 signifie que le poids du zinc sur les deux faces d'une tôle d'acier est de 0,90 oz/pi2.
Une jauge d'épaisseur magnétique ne mesure qu'un seul côté.
Par conséquent :
Extraits de la norme ASTM A123 Standard Spécification pour les revêtements de zinc (galvanisés à chaud) sur les produits en fer et en acier :
ASTM A123/A123M-Standard Spécification pour les revêtements de zinc (galvanisés à chaud) sur les produits en fer et en acier.
ASTM E376-Standard Pratique pour mesurer l'épaisseur d'un revêtement par des méthodes d'examen par champ magnétique ou par courant de Foucault (électromagnétique)
ASTM A153/A153M-Standard Spécification pour le revêtement de zinc (par immersion à chaud) sur la quincaillerie en fer et en acier.
ASTM A653/A653M-Standard Spécification pour les tôles d'acier revêtues de zinc (galvanisées) ou d'un alliage de zinc et de fer (galvanisées) par le processus d'immersion à chaud.
ASTM A767/A767M-Standard Spécification pour les barres d'acier zinguées (galvanisées) pour l'armature du béton.
ASTM D7091-Standard Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Non-conductive Coatings Applied to Non-Ferrous Metals (Pratique pour la mesure non destructive de l'épaisseur du film sec des revêtements non magnétiques appliqués aux métaux ferreux et des revêtements non magnétiques et non conducteurs appliqués aux métaux non ferreux)

.png)







