
Pour voir le PDF complet de ce rapport , cliquez ici.
Lors d'un récent projet de revêtement, des essais d'adhérence devaient être réalisés conformément à la norme ASTM D4541. Les exigences spécifiées étaient qu'un minimum d'un test soit effectué pour 1 000 pieds carrés de revêtement, et un test pour 100 pieds carrés de réparations de revêtement. La spécification du revêtement elle-même exigeait une adhérence minimale de 1 000 psi. Cependant, la spécification du revêtement était adaptée à un polyuréthane particulier à 100 % de solides en volume pour lequel la fiche technique du produit annonçait une valeur d'adhérence de 2 000 psi. Avant de commencer les travaux, il a été décidé que le revêtement devait être testé at un minimum de 1 900 psi. Il semblait raisonnable que l'adhérence du revêtement soit at moins égale à 95 % de la valeur annoncée (95 % de 2 000 psi = 1 900 psi). De nombreux essais ont été réalisés à 2 000 psi ou plus sans défaillance de l'adhérence. Malheureusement pour l'entrepreneur, de nombreux essais n'ont pas satisfait à l'exigence minimale de 1 900 psi. Quelques essais ratés sur une très petite surface totale ont obligé l'entrepreneur à refaire le sablage et à réappliquer le revêtement sur de grandes surfaces. Il était vraiment coincé !
Il est impératif qu'un revêtement adhère bien au substrat, et le test d'adhérence semble être une tâche simple. Mais l'adhésion d'un revêtement est extrêmement complexe et mal comprise. Les tests d'adhérence simples, tels que le sondage et la tentative de soulever le revêtement avec un couteau à mastic ou un couteau de poche, sont subjectifs. L'essai d'adhérence par traction est conceptuellement simple, et il fournit une seule quantité discrète - la force requise pour provoquer la rupture. La nature de la rupture du revêtement en termes de rupture adhésive ou cohésive doit être notée, ainsi que les surfaces relatives, et c'est parfois le cas, mais c'est cette valeur quantitative discrète que les gens convoitent.
Bien que le résultat du test soit une valeur numérique unique, tout test de ce type n'est qu'une indication de la performance relative. Les essais d'adhérence des revêtements ne se limitent pas à l'utilisation d'un outil pour obtenir un résultat numérique qui peut être utilisé comme critère de réussite ou d'échec. La méthode d'essai ASTM D4541 a été spécifiée, mais elle fournit des informations qui ont été complètement ignorées sur ce projet.
Le test reflète à la fois les paramètres matériels et instrumentaux. Des outils différents et des adhésifs différents donnent des valeurs différentes. Les différences de température, d'humidité et d'autres facteurs compliquent les choses. Même la rigidité du support affecte les résultats du test. Par exemple, toutes choses égales par ailleurs, les valeurs du test sont généralement plus élevées sur un acier de 1 ⁄4 pouces d'épaisseur par rapport à un acier de 1 ⁄8 pouces d'épaisseur.
Le principal problème est que la méthode d'essai souffre d'un manque de reproductibilité. La section 6.1.1 de la norme ASTM D4541 indique qu'at moins trois répétitions sont généralement nécessaires pour classer statistiquement la zone d'essai (par rapport à l'exigence professionnelle d'un essai pour 1 000 pieds carrés). Comme pour la norme SSPC-PA 2, l'objectif est de classer statistiquement une zone, et non de rechercher et de trouver une valeur faible.
La norme ASTM D4541-02 contient une section qui traite de la précision et présente un tableau qui indique la variance attendue des résultats des tests de laboratoire (intra-laboratoire - effectués dans le même laboratoire, ainsi qu'inter-laboratoire - une comparaison entre différents laboratoires). La variabilité est présentée sous trois formes différentes. La première est le coefficient de variation, qui est une décimale ou un pourcentage déterminé en divisant l'écart standard d'un échantillon par la moyenne. La seconde est exprimée en termes de degrés de liberté, ce qui correspond à la distribution t de l'échantillon. (Ce sont des termes que seul un statisticien peut aimer. Heureusement, la troisième approche est plus simple et plus accessible aux professionnels des revêtements : la différence maximale acceptable en pourcentage.
Le tableau montre que, selon le type d'instrument, le pourcentage de différence acceptable entre deux valeurs peut être compris entre environ 25 % et 58 %. Cela indique clairement que le test est très variable, mais un exemple peut aider. Pour un instrument de type IV utilisé dans le même laboratoire, le tableau 1 de la norme ASTM D4541-02 donne un coefficient de variation de 8,5 %, il y a 48 degrés de liberté et la différence maximale acceptable est de 29 %. La différence en pourcentage relative à deux résultats de test est déterminée par l'équation simple ci-dessous.
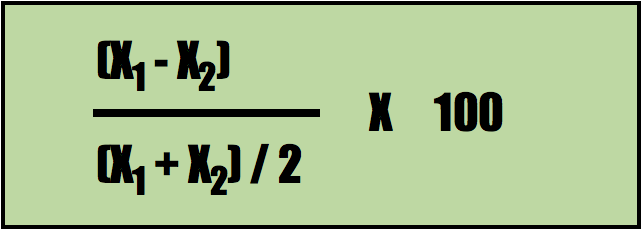
Considérons maintenant deux valeurs d'essai : 2 100 psi et 1 600 psi. En les intégrant dans l'équation, on obtient un résultat de 27 %, ce qui est inférieur à la différence maximale acceptable de 29 % indiquée dans le tableau de l'ASTM. La précision déclarée de la méthode d'essai est si faible qu'aucune de ces deux valeurs, 2 100 psi ou 1 600 psi, ne peut être déclarée comme étant la bonne. Avec un très petit échantillonnage de quelques mesures seulement, ces deux valeurs devraient à juste titre être considérées comme étant à peu près le même résultat. Ce n'est pas du bon sens, mais c'est la précision pour vous, ou son absence.
L'exactitude et la précision sont parfois considérées comme étant plus ou moins la même chose, alors qu'en fait, elles sont très différentes. L'exactitude est une question de respect de la cible. La précision est une question de répétabilité et de reproductibilité. Par exemple, lorsque l'on lance des fléchettes en visant l'œil du taureau, si l'on lance trois fléchettes qui atterrissent chacune à un centimètre du centre de l'œil du taureau, mais qui sont espacées at coins d'un triangle équilatéral, la précision est bonne, mais la justesse est médiocre. Les fléchettes sont toutes proches de la cible, mais elles ne sont pas proches les unes des autres. En fait, elles se trouvent de tous les côtés de la cible. En revanche, si les trois fléchettes atterrissent dans l'emplacement du double 20, la précision est médiocre, mais l'exactitude est excellente. Pour obtenir une bonne exactitude et une bonne précision, il faut placer les trois fléchettes près de l'œil du bœuf et près les unes des autres.
Les différents types de testeurs d'arrachement en traction peuvent être calibrés avec une bonne précision. Le défaut de cette méthode d'essai est toutefois que la précision n'est pas très bonne. Elle n'est pas très précise en laboratoire. Ne vous attendez pas à ce qu'elle soit meilleure dans des conditions de terrain.
Spécifier une valeur minimale d'adhérence à l'arrachement de 1 900 psi pour ce projet afin de se situer à moins de 5 % de l'adhérence annoncée de 2 000 psi pour le revêtement utilisé semble raisonnable, si l'on ne connaît rien aux revêtements en tant que matériaux, aux instruments d'essai et à la méthode d'essai standard D4541 de l'ASTM. L'adhérence d'un revêtement n'a rien at voir avec la résistance à la traction de l'acier ou la résistance à la compression du béton. Un revêtement ayant une valeur d'adhérence de 2 000 psi n'est pas deux fois meilleur qu'un revêtement ayant une valeur d'adhérence de 1 000 psi. En fait, un revêtement ayant une valeur d'adhérence inférieure peut être plus performant. Le PSI est une unité de mesure pratique et familière. Les revêtements peuvent être appliqués au pied carré, mais ils ne sont pas performants ou défaillants au pied carré. Ne vous laissez pas piéger par des chiffres magiques.








