Les propriétaires d'installations de l'industrie des transports cherchent à protéger leurs structures de la corrosion tout en réduisant les inconvénients pour le public voyageur, et beaucoup se tournent vers les revêtements par projection thermique au lieu des revêtements liquides plus conventionnels. Les revêtements par projection thermique ont une durée de vie de 30 à 50 ans avant que des travaux de réparation ne soient nécessaires ; ainsi, le coût initial plus élevé du TSC est rentabilisé, et avec moins de travaux de réparation, le public n'est pas incommodé aussi souvent.
Le matériau de revêtement par projection thermique (TSC) le plus fréquemment utilisé dans l'industrie des transports aux États-Unis est le zinc-aluminium 85/15. Le TSC est soit laissé exposé aux éléments pour former un scellant naturel par oxydation du zinc et de l'aluminium, soit scellé à l'aide d'un scellant pénétrant peu après l'application du TSC. L'essai d'adhérence du TSC est généralement requis conformément à la norme ASTM D4541, Test Method for Pull-Off Strength Using Portable Adhesion Testers. Selon la norme SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel, la valeur minimale d'adhérence à accepter avec le TSC 85/15 Zn/Al est de 700 psi. Voici comment un projet nous a amené à étudier si l'oxydation du TSC ou les scellants pénétrants affectent les valeurs d'adhérence du TSC. Bien que le mécanisme et la durée de l'amélioration de l'adhérence ne soient pas tout à fait clairs, nos essais sur le terrain indiquent que les scellants peuvent améliorer l'adhérence du TSC. Plus important encore, nous avons réalisé que lorsqu'il spécifie des essais d'adhérence sur le TSC, le prescripteur doit indiquer si les essais doivent être effectués sur le revêtement scellé ou non scellé.
En 2002, la Niagara Falls Bridge Commission a décidé de tirer parti des avantages à long terme du TSC sur son pont Rainbow, très fréquenté, qui relie Niagara Falls, dans l'État de New York, aux États-Unis, et Niagara Falls, dans l'Ontario, au Canada. Notre société a géré le projet de 40 500 mètres carrés (450 000 pieds carrés).
Les travaux de production ont été confiés à Clara Industrial Services Ltd, Thunder Bay, ON. MISCO Inspection Services Co. Ltd. de Picton, ON, a assuré le contrôle de qualité de l'entrepreneur. Le cahier des charges du projet prévoit l'application de 8 à 12 mils de 85/15 Zn/Al sur l'ensemble de la structure, suivie de 0,5 à 1,5 mil d'un scellant pénétrant appliqué dans les huit heures suivant l'application du TSC. Le contrat prévoyait également des tests d'adhérence périodiques à la demande de l'ingénieur résident. Lors des essais d'adhérence, le personnel d'inspection a remarqué une différence substantielle dans les valeurs d'adhérence lorsque les dollies essai étaient placés sur la surface avant l'application du scellant par rapport aux valeurs après l'application du scellant. Bien que toutes les valeurs soient conformes à l'exigence minimale spécifiée de 700 psi, nous sommes devenus curieux et avons mis en place des tests supplémentaires sur le terrain
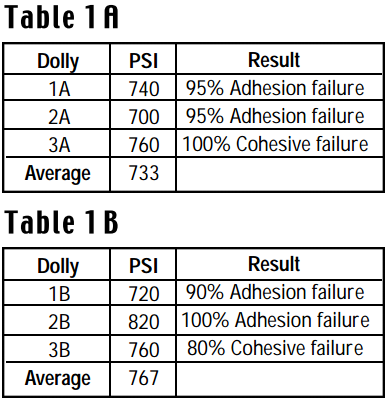
L'objectif des essais sur le terrain était de déterminer les effets éventuels du mastic naturel issu de l'oxydation du TSC ou du mastic pénétrant sur les valeurs d'adhérence du TSC. Un test a été mis en place en utilisant trois plaques distinctes. Toutes les plaques ont été nettoyées au jet d'abrasif selon la norme SSPC-SP 5, Nettoyage au jet de métal blanc, en utilisant du laitier de nickel #20. Le profil d'ancrage était de 4,0-4,5 mils. Un adhésif époxy à deux composants a été utilisé pour fixer les dollies. Les essais d'adhérence ont été réalisés avec un testeur d'adhérence à alignement automatique PosiTest® AT, conformément à la méthode d'essai E de l'ASTM D4541. La plaque n° 1 (Fig. 1) a reçu une application de TSC d'une épaisseur moyenne de 12,8 mils ; trois dollies ont été placées sur la plaque et retirées le jour suivant pour représenter 1A. La valeur moyenne d'adhérence des trois était de 733 psi, avec des résultats d'échec d'adhérence du revêtement au substrat et d'échec cohésif dans le TSC. La plaque est restée pendant trois mois at températures comprises entre 18 et 27 °C (65 et 80 °F) et à une humidité relative (HR) de 50 à 70 %, ce qui a permis l'oxydation du TSC. Trois dollies ont à nouveau été placés sur la plaque n° 1 et tirés le jour suivant pour représenter la plaque n° 1B. La valeur moyenne d'adhérence des trois était de 767 psi, avec des résultats d'échec d'adhérence du revêtement au substrat et d'échec de cohésion à l'intérieur du TSC (tableaux 1A et 1B). Il n'y a eu qu'une augmentation de 5 % des valeurs d'adhérence et aucun changement dans les modes de défaillance, ce qui suggère que le scellant d'oxyde naturel formé à l'intérieur du TSC n'a pas eu d'effet direct sur l'adhérence du TSC.

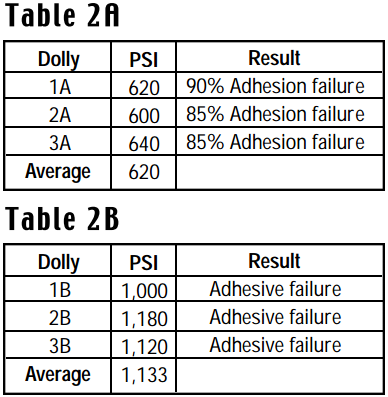
La plaque #2 (Fig. 2) a été appliquée avec une épaisseur moyenne de 12 mils ; trois dollies ont été placés sur la plaque et tirés le jour suivant pour représenter 2A. La valeur moyenne d'adhérence des trois était de 620 psi, avec des résultats d'échec d'adhérence du revêtement au substrat. La plaque a reposé pendant trois mois (65-80 F [18-27 C] et 50-70% HR), permettant à l'oxydation de se produire. Une couche d'étanchéité pénétrante de Corothane I Preprime (durcie at 800 F [427 C] et 60 % d'humidité relative) at une épaisseur de 0,5-1,5 mils (13-38 microns) a ensuite été appliquée. Trois dollies ont été placés sur la plaque n° 2 et tirés le jour suivant pour représenter 2B. La valeur moyenne d'adhérence des trois était de 1 133 psi avec une défaillance de l'adhésif de 100 % (tableaux 2A et 2B). Ces résultats indiquent que le scellant a eu un effet certain sur l'adhérence du TSC, avec une augmentation de 83% des valeurs d'adhérence.

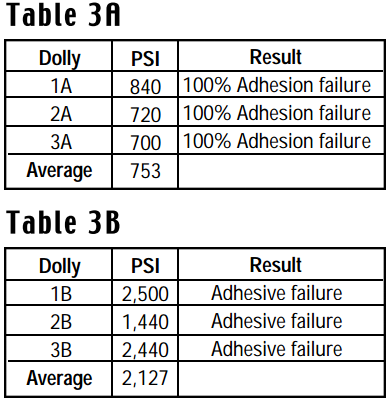
Sur la plaque n° 3 (figure 3), le TSC a été appliqué at 10,4 mils. La plaque a été masquée, divisée en deux sections. Le scellant a été appliqué sur le TSC exposé à at épaisseur de 0,5 à 1,5 mil. Après le durcissement du scellant, trois dollies ont été placés sur chaque section et tirés le jour suivant, la section non scellée représentant 3A, et la section scellée représentant 3B. La valeur moyenne d'adhérence de la section non scellée était de 753 psi, avec des défauts d'adhérence du revêtement at substrat. La valeur moyenne d'adhérence de la section scellée était de 2 127 psi, avec une défaillance de l'adhésif (tableaux 3A et 3B). L'augmentation de 183 % des valeurs d'adhérence dans la section scellée par rapport à la section non scellée indique une augmentation substantielle des valeurs d'adhérence lorsque le scellant est appliqué peu de temps après le TSC.

Nos essais sur le terrain ont révélé que les oxydes naturels, qui se développent dans les pores du TSC, n'affectent pas ses valeurs d'adhérence. Les scellants liquides peuvent affecter les valeurs d'adhésion du TSC même lorsqu'ils sont appliqués après une oxydation minimale. Nos tests ont révélé qu'ils ont également un effet sur les valeurs d'adhésion lorsqu'ils sont appliqués peu de temps après le TSC. Les scellants ayant de bonnes propriétés de mouillage peuvent pénétrer dans les zones lâches (ou les fissures) et sceller les vides et les pores du TSC. Il se peut que lorsqu'un scellant pénétrant est appliqué sur du TSC, le scellant s'infiltre dans les pores et les vides du TSC et crée un lien plus fort.
Lorsque les TSC sont envisagés pour le contrôle de la corrosion, le propriétaire doit examiner at avantages de l'application d'un scellant liquide sur le TSC. La norme SSPC-CS 23.00(I) recommande d'appliquer le scellant dès que possible après les TSC, ou dans les huit heures. L'augmentation des valeurs d'adhérence du TSC avec le scellant appliqué dans ces paramètres est évidente et doit être notée. Lorsque l'on spécifie des tests d'adhérence sur un projet, il faut s'assurer de spécifier si les tests doivent être effectués sur le TSC non scellé ou scellé.
Robert H. Unger, "Thermal Spraying of Bridges", Thermal Spray : Advances in Coatings Technology, Proceedings of the National Thermal Spray Conference, Orlando, FL, USA, 14-17 septembre, 1988-8708-011.
Joseph T. Butler, Metallizing for Corrosion Control, Vol. 1, Issue 1 (janvier 2000).
SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coating (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel, SSPC Painting Manual, SSPC : Pittsburgh, PA (mars 2000).
Eric C. Lohrey, Metallizing Steel Bridges in the Field, JPCL (Mai 1995), pp. 39-50